
Worker Dies While Cleaning Freon 113 Degreasing Tank in Virginia
FACE 8717
Introduction
The National Institute for Occupational Safety and Health (NIOSH), Division of Safety Research (DSR) Is currently conducting the Fatal Accident Circumstances and Epidemiology (FACE) Project, which is focusing primarily upon selected electrical-related and confined space-related fatalities. The purpose of the FACE program is to identify and rank factors that Influence the risk of fatal Injuries for selected employees.
On November 21, 1986, three workers at a fuel plant were assigned the task of cleaning out a vapor (freon 113) degreaser. The process involved draining off the solvent and cleaning out the residue on the bottom. A fourth worker who was experienced In the cleaning operation agreed to help. This worker went into the tank and within a few minutes exited the tank and collapsed.
Contacts/Activities
Officials of the occupational Safety and Health Program for the Commonwealth of Virginia notified the National Institute for Occupational Safety and Health (NIOSH), Division of Safety Research (DSR) of this fatality and requested technical assistance. This case has been included in the FACE Project. On December 8, 1986, a DSR research teas (a research industrial hygienist and a research respirator specialist) met with the compliance officer conducting the investigation for the Commonwealth, the corporate safety officer, and a technical specialist for the fuel plant, conducted comparison worker interviews, and interviewed a surrogate for the victim. Photographs were taken of the accident site.
Overview of Employer’s Safety Program
The employer In this incident is a chemical fuel plant that has 900 employers engineers, chemists, technical specialists, technicians, and general duty employees. The company has a corporate safety officer with safety specialists in major divisions. An overall safety program is in place with specialized program for various functions within the company.
Detailed Procedures with sophisticated safety measures are provided for the manufacturing process. The company has developed and implemented confined two entry procedures for highly specialized areas of the manufacturing process. However, the entry procedures in place for vapor degreasers do not appear to be adequate to protect workers.
New employees are given a thorough safety orientation by safety specialists within the company. New employees also receive on-the-job training concerning specialized procedures required for specific manufacturing processes. Safety meetings are conducted monthly with all employees to discuss any problem and reinforce existing safety program.
Synopsis of Events
On November 21, 1986, a three-man crew (a lead man and two technical operators) on the afternoon shift at the chemical fuel plant was assigned to clean out a vapor/ultrasonic degreasing tank. The degreasing tank is housed in a small building that is used only for cleaning metal parts (see Figure for diagrammatic view and tank dimensions). The chemical terms for the solvent used in the degreaser is 1, 1, 2 Trichloro – 1, 2, 2 trifluoroethane, commonly referred to as Freon 113. The chemical formula for this solvent Is CCL27CCLF2. The solvent has an odor similar to carbon tetrachloride at high concentrations and is considered to have poor warning properties.
The company has developed written instructions for cleaning out the degreasing tank. These instructions are as follows: “1) every six months the accumulated contaminant in the sump should be cleaned out; 2) shut off heater switches; 3) drain solvent from boil sump and discard; 4) pump solvent from ultrasonic sump and store for future use; 5) turn off main breakers; 6) do not enter until well ventilated and solvent vapors have been removed. Never Work Alone. One operator should stay out of degreaser to assist if the other worker is overcome by fumes; 7) thoroughly clean heaters and sumps.”
The three men assigned to clean the degreaser were not familiar with the cleaning procedure so they obtained a copy of the above written procedures. Since this degreaser had not been used for several months, it was not necessary to shut off the heaters (i.e., solvent temperature would not have exceeded the ambient temperature). The three workers proceeded to drain and pump the solvent into fifty-five gallon drum. Without entering the tank they had drained off all but approximately one gallon of solvent. At this point they decided to take their lunch break. On their way back from lunch they met a worker from another section that was familiar with solvent recovery and cleaning of the degreaser. The worker volunteered to assist in the cleaning operation. The men obtained rags to clean the bottom of the degreaser and returned to the building housing the degreaser to finish the job. The worker who had volunteered to help and one of the other workers used removable wooden stairs to climb into the tank. Shortly after entering the tank, both men experienced breathing problems and climbed out. The worker who had volunteered collapsed and fell to the floor. The rescue squad was called and the victim was transported to a local hospital where he was pronounced dead on arrival by the attending physician. The second worker did not experience any ill effects.
It was reported that all four men were using air-purifying (half-mask, cartridge typo) respirators. Those respirators are designed for limited use with organic solvents, not in an oxygen deficient or immediately dangerous to life and health (IDLH) atmosphere.
Below are calculations of the possible Saturated concentration of solvent vapors near the workers breathing zone:
Assuming a static condition with 1 gallon of Freon 113 in the degreaser:
C – pv x 106 Pb
C – Saturation concentration in ppm
Pv – Vapor pressure of liquid Freon 113 (284 RS)
Pb = Barometric pressure (760)
Pv (284 M HS) X 106 (1,000,000) – 1316 Pb (760)
Pv (284 mm HS) x 1316 ppm/mm HS – 373,744
C – 373,744 ppm
IDLH for Freon 113 is 4500 ppm
Cause of Death
Not determined at this time.
Recommendations/Discussion
Recommendation #1: The employer should perform a preliminary hazard analysis to determine hazardous areas (physical, chemical, environmental, etc.) within the company and then complete a more detailed task specific job hazard analysis for hazardous tasks identified. Based upon this analysis existing procedures can be updated or now procedures developed and implemented.
Discussion: Although the employer has detailed procedures in the manufacturing, areas, it appears other areas should be evaluated (i.e., solvent recovery/degreaser cleaning). The employer should perform a preliminary hazard analysis of the entire operation to determine hazardous areas, conditions, and tasks that are performed. This evaluation should identify hazards that exist in current safety procedures. A task(s) specific job hazard analysis should be performed to determine that all hazards have been identified and evaluated. Once the task specific job hazard analysis is complete, existing procedures should be updated or new procedures should be implemented to ensure worker safety.
Recommendation #2: The employer should initiate comprehensive policies and procedures for confined space entry.
Discussion: All employees who work in or around confined spaces should be aware of potential hazards, possible emergencies, and specific procedures to be followed prior to entering a confined space. These procedures should minimally include the following:
1. Air quality testing to determine adequate oxygen supply, adequate ventilation, and the absence of all toxic air contaminants;
2. Monitoring to determine a safe oxygen level is maintained inside the confined space;
3. Employees, and supervisory training in confined space entry;
4. Employee and supervisory training In the selection and usage of respiratory protection;
5. Emergency rescue procedures;
6. Availability, storage, and maintenance of emergency rescue equipment.
The air, quality was not determined before the workers entered the degreasing tank and adequate ventilation was not maintained. The air quality was not monitored for toxic air contaminants and oxygen level. Respirator training and proper maintenance procedures should be provided to all employees.
The recommendations In NIOSH Publication No. 80-106, “Working in Confined Spaces” should be used for confined space entry.
Recommendation #3: The employer should develop and implement a more comprehensive respirator program, including either quantitative or qualitative fit testing and training in the use and limitations of air-purifying respirator@. The respirator program should be under the auspices of the safety department rather than the medical department.
Discussion: The employer has a respirator program in place. However, This program has several deficiencies. First, the employees were not given the opportunity to wear the respirator in a test atmosphere. The only fit testing done was a negative or positive fit test. Second, the respirator program did not use adequate selection criteria, such as the NIOSH/OSHA Respirator Decision Logic, in assigning respirators to be used in the degreasing operation. The employer issued the employees respirators even though the exposures encountered during normal use were below the appropriate Threshold Limit Value (TLV) or the Permissible Exposure Limit (PEL). Third, it appears that the employees received inadequate training on the limitations and use of air-purifying respirators. This is evidenced by the workers using an organic vapor cartridge for protection against a solvent with poor warning properties. In fact, Freon 113 is reported in the literature as nearly odorless with only slight, transient irritant effects at the PEL. The safety department should have the responsibility for the respirator program, since they have the knowledge and expertise regarding the specific chemicals to which the workers are exposed. Several components of the current respirator program are good; the workers are given physicals to determine if they are capable of wearing a respirator initially and every six months thereafter; however, the respirator program needs to be expanded and strengthened to prevent the workers from wearing inappropriate respirators for the task assigned.
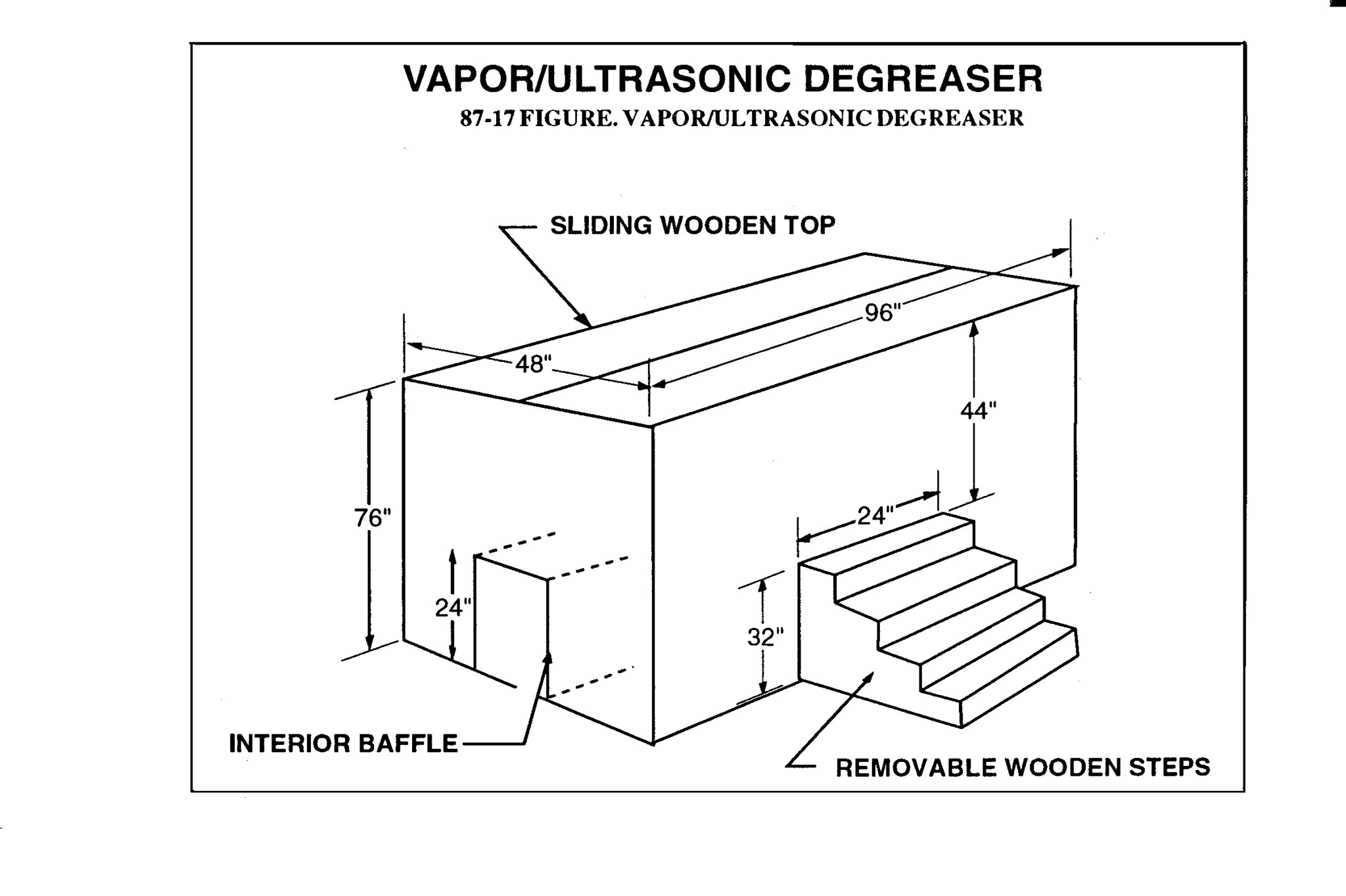
Figure. Vapor/ultrasonic Degreaser