
Machine Operator Dies of Crushing Injuries When Caught by a Bridle Roller on a Hot Tin Coating Line
Case Report: 02NY026
SUMMARY:
On May 13, 2002, a 52 year-old male machine operator (the victim), who was employed by a copper manufacturing company, sustained fatal crushing injuries as a result of being caught by an ingoing pinch point on a hot tin coating machine (tinning line). The pinch point was created by a moving metal strip that was to be coated and a steel bridle roller that tensioned the strip on the tinning line. At the time of the incident, the victim was one of two second-shift operators on the tinning line. A new coil of brass strip had just been loaded onto the machine and the tinning line was running at a speed of 50 feet per minute (FPM). There were no witnesses to the incident. It appeared that the victim’s left glove became caught between a bridle roller and the moving brass strip while he was wiping the bridle roller with a piece of sand paper. He was pulled into the line and sustained crushing injuries to his head. At approximately 8:30 PM, the other second-shift operator noticed that the brass strip was out of alignment. He followed the brass strip to the end of the line and found the victim caught and crushed by the bridle roller and the brass strip. The operator immediately hit the emergency stop button to shut down the line and notified the shift supervisor. The shift supervisor phoned the plant EMT, who arrived at the scene within minutes. A state police investigator also responded to and secured the site. The medical examiner was called and pronounced the victim dead at the scene.
New York State Fatality Assessment and Control Evaluation (NY FACE) investigators concluded that to help prevent similar incidents from occurring in the future, employers should:
- Train and closely supervise employees in standard machinery cleaning procedures and strictly enforce adherence to these procedures;
- Install a barrier guard that interlocks with the tinning line to ensure proper line shut down during maintenance;
- Affix and maintain warning signs reminding operators of the dangers of cleaning machinery without shutting down and locking out the line.
INTRODUCTION
On May 13, 2002, at approximately 8:30 PM, a 52 year-old male machine operator, who was employed by a copper manufacturing company, sustained fatal crushing injuries as a result of being caught by an ingoing pinch point on a hot tin coating machine (tinning line). New York State Fatality Assessment and Control Evaluation (NY FACE) investigators learned of the incident on May 15, 2002 from a news media report. On May 24, 2002, a NY FACE investigator traveled to the incident site, where the tinning line that was involved in the incident was examined, the incident scene was observed, and the company’s written safety programs were reviewed. During the site visit, the NY FACE investigator interviewed the company’s manager of Environment, Safety and Energy, who was in charge of the company’s occupational safety and health programs. A union representative, who also chaired the company’s safety committee, was interviewed several days later. The case was also reviewed with the OSHA compliance officer responsible for investigating the incident. Additionally, police reports and the death certificate were reviewed.
The copper manufacturing company, which employed 800 workers at the site, had been in business for over 95 years. All the production workers belonged to a national labor union. The employer had a comprehensive safety and health program including a joint labor-management safety committee, written safety and health programs, and an employee training program. The safety committee held monthly meetings and conducted monthly plant safety tours on all shifts. Lockout/tagout procedures for specific machines in the plant, with photos of exact lockout locations, were included in a written lockout/tagout manual. New hires received eight hours of orientation training and ten days of on-the-job training for their specific job assignments.
The tinning line that was involved in the incident was operated by two operators on each shift. The copper company designed and installed machine guards for the tinning line and developed an operator’s “Break In Manual”, which covered the tinning line technical data, operational procedures and safety requirements. The “Break In Manual” had general provisions on avoiding pinch points at the bridle rollers when operating the line. There was a machine guard at the #3 bridle roller (Figure 1): a piece of 8 by 24 inch plexiglass which only partially covered the pinch point. The operators were required to wear hard hats, safety glasses with side shields, earplugs, kevlar sleeves, heat resistant (aluminized) jackets, heat resistant gloves, and steel toed boots.
This was the second fatal incident at the company; the previous fatality had occurred 50 years ago.
INVESTIGATION
On the tinning line that was involved in the incident, brass or copper alloy strips were coated with tin to prevent oxidation of the metals. The machine was designed and built in the plant by the employer five years prior to the incident. The main components of the tinning line included a payoff block, a cleaning chamber, a flux chamber, a drying chamber, a tinning bath, a windup block, a set of turning rollers, and three (#1, #2 and #3) sets of bridle rollers. A metal coil strip was loaded onto the payoff block; it then was cleaned, etched, and tinned before it was wound into a coil on the windup block as the finished product. The function of the steel bridle rollers, which were 22 inches in diameter and 24 inches in length, was to hold line tension (Photo 1). The line tension was normally kept at approximately 1000 pounds per square inch (psi) on the metal strip. The tinning line could move metal strips in widths ranging from 6 to 16 inches and in thickness 0.008 to 0.7 inches at speeds ranging from 50 feet per minute (FPM) up to 300 FPM. During normal production, the line speed was 175 FPM.

Photo 1. #3 bridle roll set of the tinning line.
After the tinning bath, the metal strip went around two turning rollers and the #3 bridle roll set, prior to reaching the windup block. Debris from the newly coated strip adhered to the surface of these rollers, potentially causing dents (defects) on a strip. Thus, these rollers had to be cleaned by the line operators before a new strip was loaded, which was approximately two to three times per shift. According to the management of the company, the line operators were trained to follow a standard procedure when cleaning the rollers. The procedure required that the operator stop the line by setting it to lockout mode before beginning the cleaning process (Photo 2). Setting the line to lockout mode prevented other personnel from starting the line from other control panels. According to company management, after the line was stopped, the operator was supposed to use a wire brush with a three-foot long handle to scrub and clean the surface of the rollers. During cleaning, the operator could rotate the rollers slightly by pushing a jog button, which was a “deadman” control; i.e., the line moved only when the button was held down against spring tension. The bridle roller cleaning procedure was not in writing and the tinning line “Break In Manual” did not have specific provisions on how to clean the bridle rollers.

Photo 2. The control panel with lockout switch and line jog button at #3 bridle roll set of the tinning line.
The victim was a second shift line operator. At the time of the incident, the victim had 15 years of service with the company and two years of experience as a tinning line operator. According to the employer, the victim had received operator’s “Break In Manual” training and 10 days of on-the-job training as a line operator.
The incident occurred on May 13th during the second shift and was not witnessed by the other line operator. At the time of the incident, a new 6.25 inch wide brass strip had just been loaded onto the machine and the line was running at a speed of 50 FPM. A post-incident investigation done by the company revealed that the standard roller cleaning procedure was not followed by some operators, including the victim. Instead of stopping and locking out the line prior to cleaning the rollers with the wire brush, some operators held a piece of sand paper against the rotating rollers with their hands while the line ran at a slow speed of 50 FPM. During the incident, it appeared that the victim’s left glove became caught between the #3 bridle roller and the moving brass strip as he was cleaning the bridle roller with the piece of sandpaper (Figure 1). He was pulled into the line and subsequently received crushing injuries to his head. At approximately 8:30 PM, the other second-shift line operator noticed that the brass strip was out of alignment. He followed the strip to the #3 bridle roller and saw the victim, jammed and crushed by the roller and the brass strip. The operator immediately hit the emergency stop button to shut down the line and notified the shift supervisor. The shift supervisor phoned the plant EMT, who arrived at the scene within minutes and extricated the victim. A state police investigator also responded to and secured the site. The medical examiner was called and pronounced the victim dead at the scene.
At the time of the NY FACE site visit, the company had installed a metal grid gate to guard the pinch point of the #3 bridle roller set. The employer had yet to decide whether, and how, to interlock the gate with the tinning line.
CAUSE OF DEATH
Cause of death was reported on the death certificate as crush injuries to the head.
RECOMMENDATIONS/DISCUSSION
Recommendation #1: Train and closely supervise employees in standard machinery cleaning procedures and strictly enforce adherence to these procedures. This should include ensuring that workers are protected from the unexpected release of hazardous energy by enforcing lockout/tagout procedures (OSHA regulation 29 CFR 1910.147-Control of Hazardous Energy [lockout/tagout]).
Discussion: Lockout/tagout procedures (OSHA regulation 29 CFR 1910.147 – Control of Hazardous Energy [lockout/tagout]) are designed to protect those who must service, inspect, clean, or maintain equipment from the unexpected release of hazardous energy. Strict enforcement of such procedures may prevent this type of incident from occurring in the future.
Operator’s manuals should have clear written instructions on how to perform roller cleaning tasks. Operators should be trained to strictly follow standard cleaning procedures and employers should enforce the requirement for locking out the line when cleaning the rollers. Scheduled and unscheduled safety inspections may be conducted by a competent person to ensure that workers follow standard roller cleaning procedures.
Recommendation #2: Install machine guards that interlock with the tinning line.
Discussion: It is extremely dangerous to clean the rollers when the tinning line is running. A barrier guard should be installed so workers cannot reach through, over, under or around the guard to come in contact with the pinch point of a roller during normal operation. One way to eliminate human error and ensure that the line stops prior to cleaning is to interlock the barrier guard with the line: when the guard is removed, the line stops; when the cleaning is done and the guard is reinstalled, the line can resume running.
Recommendation #3: Affix and maintain warning signs reminding operators of the dangers of cleaning machinery without shutting down and locking out the line.
Discussion: Warning signs to remind operators to shut down (lockout) the line while performing cleaning or other maintenance tasks should be placed in appropriate locations at the tinning line area.
REFERENCES
CFR. Code of Federal Regulations [1999]. 29 CFR 1910.147, Control of Hazardous Energy (Lockout/Tagout). Washington, D.C.: U.S. Government Printing Office, Office of the Federal Register.
NIOSH FACE Program Report No. 2000-01
https://www.cdc.gov/niosh/face/In-house/full200001.html
NIOSH FACE Program Report No. 2001-08
https://www.cdc.gov/niosh/face/In-house/full200108.html
Maryland FACE Program Report No. 96MD038
https://www.cdc.gov/niosh/face/stateface/md/96md038.html
The Fatality Assessment and Control Evaluation (FACE) program is one of many workplace health and safety programs administered by the New York State Department of Health (NYS DOH). In cooperation with NIOSH, the NYS DOH FACE program collects information on all occupational fatalities throughout New York State (excluding New York City), evaluates specific types of fatalities, and develops recommendations for prevention of future injuries. These recommendations are distributed to employers, workers, and other organizations interested in promoting workplace safety.
To contact New York State FACE program personnel regarding State-based FACE reports, please use information listed on the Contact Sheet on the NIOSH FACE web site. Please contact In-house FACE program personnel regarding In-house FACE reports and to gain assistance when State-FACE program personnel cannot be reached.
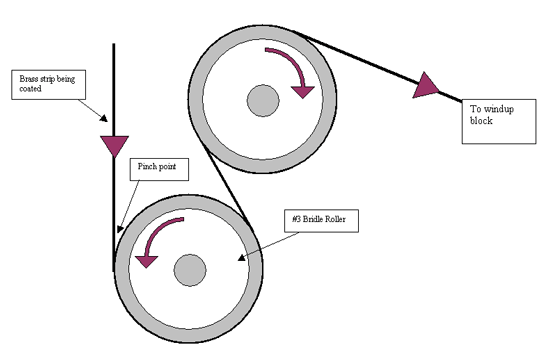
Figure 1. Pinch point created by the moving brass strip and rotating #3 bridle roller.