
Engineering Controls Database
Best Practices for Dust Control in Metal/Nonmetal Mining –
Controlling Respirable Silica at Surface Mines – Drill Dust Collection Systems
|
Respirable crystalline silica dust exposure has long been known to be a serious health threat to workers in many industries and occupations. Workers with high exposure to crystalline silica include miners, sandblasters, tunnel workers, silica millers, quarry workers, foundry workers, and ceramics and glass workers Overexposure to respirable crystalline silica dust can has been associated with development of silicosis, lung cancer, pulmonary tuberculosis, and airways disease. The International Agency for Research on Cancer (IARC) reviewed the published experimental and epidemiologic studies of cancer in animals and workers exposed to respirable crystalline silica and concluded that there was sufficient evidence to classify silica as a human carcinogen [IARC 1997]. Silicosis is also a fibrosing disease of the lungs caused by the inhalation, retention, and pulmonary reaction to the crystalline silica. When silicosis becomes symptomatic, the primary symptom is usually dyspnea (difficult or labored breathing and/or shortness of breath), first noted with activity or exercise and later, as the functional reserve of the lung is also lost, at rest. Once contracted, there is no cure for silicosis. The goal, therefore, is to limit worker exposure to respirable dust to prevent development of these diseases. |
|
|
Silica refers to the chemical compound silicon dioxide (SiO2), which occurs in a crystalline or noncrystalline (amorphous) form [NIOSH 2002]. Silica is a common component of rocks; and; throughout the mineral processing cycle, mined ore goes through a number of crushing, grinding, cleaning, drying, and product-sizing sequences as it is processed into a marketable commodity. Because these operations are highly mechanized, they are able to process high tonnages of ore. Surface mining operations present dynamic and highly variable silica dust sources. Most of the dust generated at surface mines is produced by mobile earth-moving equipment such as drills, bulldozers, trucks, and front-end loaders excavating silica-bearing rock and minerals. Four practical areas of engineering controls designed to mitigate exposure of surface mine workers to all airborne dusts, including silica, are drill dust collection systems, enclosed cab filtration systems, controlling dust on unpaved haulage roads, and controlling dust at the primary hopper dump. |
|
|
Drill dust is generated by compressed air (bailing airflow) flushing the drill cuttings from the hole being drilled. Because of their ability to be operated in freezing temperatures, dry dust collection systems tend to be the most common type of dust control method incorporated into drilling machines by original equipment manufacturers. The typical dry dust collection system as shown in Figure 1 is comprised of a self-cleaning (compressed air back-pulsing of filters) dry dust collector sucking the dusty air from underneath the shrouded drill deck located over the hole. Ninety percent of dust emissions with this type of system are attributed to drill deck shroud leakage, drill stem bushing leakage, and dust collector dump discharge. Wet suppression is another drill dust collection method and involves injecting water into the bailing airflow traveling down the drill stem. The process of the bailing airflow, water droplets, and cuttings mixing together captures the airborne dust as it travels back up the hole. However, wet suppression is infrequently used because of operational problems in cold climates, lack of a readily accessible water supply, and shorter bit life. Studies by the U.S. Bureau of Mines and the NIOSH have shown the practical aspects of optimizing these dust collection systems. These are discussed below for each dust collection method. Dry Dust Collector System • Maintain a tight drill deck shroud enclosure with the ground. Dust emissions are significantly reduced around the drill deck shroud by maintaining the ground-to-shroud gap height below 8 inches [NIOSH 2005; USBM 1987b]. This can be accomplished by better vertical positioning of the drill table shroud by the operator to minimize the ground-to-shroud gap. Dust levels were significantly reduced from 21.4 mg/m3 to 2.5 mg/m3 next to the drill deck shroud when the drill operator changed his drill setup procedure to minimize this gap [Organiscak and Page 1999]. Also, the ground-to-shroud gap can be more tightly closed by using a flexible shroud design that can be mechanically raised and lowered to the ground via cables and hydraulic actuators. An adjustable-height shroud design maintains a better seal with uneven ground and was found to keep dust emissions next to the shroud below 0.5 mg/m3 at several drill operations [NIOSH 1998, 2005]. Finally, a shroud constructed in sections with vertical gaps along sections or corners can also be a source of shroud leakage. Overlapping sections of shroud material reduces gaps and leakage. One conceptual shroud design for a rectangular drill table is construction with corner sections and overlapping side sections of shroud material [Page and Organiscak 1995]. • Maintain a collector-to-bailing airflow ratio of at least 3:1. Dust emissions are significantly decreased around the shroud at or above a 3:1 collector-to-bailing airflow ratio [NIOSH 2005]. Dust collector airflow reductions under the shroud are generally caused by restrictions and/or leakages in the system. Loaded filters and material in the ductwork are likely causes of restrictions, while damaged duct work and holes are likely causes of leakage in the system. Thus, inspection and maintenance of the dust collection system is vital to achieving and maintaining optimal collector operation and airflow. • Maintain a good drill stem seal with the drill table. A rubber drill stem bushing (see Figure 1) restricts bailing airflow from blowing dust and cuttings through the drill deck and, therefore, needs to be replaced after mechanical wear. An alternative sealing method involves using a nonmechanical compressed air ring seal manifold under the drill deck. This manifold consists of a donut-shaped pipe with closely spaced holes on the inside perimeter which discharges air jets in a radial pattern at the drill stem. The high-velocity air jets block the gap between the drill stem and deck, reducing respirable dust leakage through the drill deck by 41%–70% [Page 1991]. • Shroud the collector dump discharge close to the ground. Dumping dust from the collector discharge several feet above ground level can disperse significant amounts of airborne respirable dust. Dust emission reductions of greater than 63% were measured by the collector discharge dump after installing an extended shroud near ground level (Figure1) [Reed et al. 2004; USBM 1995]. These shrouds can be quickly installed by wrapping brattice cloth around the perimeter of the collector discharge dump and securing it to the discharge dump with hose clamps. 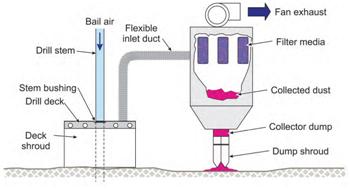 • Maintain dust collector as specified by manufacturer. Collector system components should be frequently inspected and damaged components repaired or replaced. A 51% reduction in dust emission was measured at one drill after a broken collector fan belt was replaced, while another drill showed a reduction of 83% after the torn deck shroud was replaced [Organiscak and Page 1999]. Wet Suppression • Add small amounts of water into the bailing air until the visible dust cloud has been significantly reduced. Drill dust emissions were significantly reduced by increasing the water flow rate from 0.2 gallons per minute (gpm) to 0.6 gpm [USBM 1987]. A needle valve and water flow meter installed on the water supply line provide adjustable control for wet suppression systems. However, adding excessive water down the hole can cause operational problems with no appreciable improvement in dust control. • Minimizing water flow to a rolling cutter bit can increase bit life. Wet drilling with rolling cutter bits can cause premature bit wear. A drill stem water separator installed upstream of a rolling cutter bit can increase bit life without adverse effects on dust control [Listak and Reed 2007; USBM 1988]. The water separator is a bit stabilizer with an internal cyclonic or impaction water droplet classifier, which removes most of the water from the bailing airflow before it is flushed through the drill bit. The water removed by the internal separator is released through external holes in the bit stabilizer (Figure 2).  |
|
|
NIOSH [2010]. Information circular 9517. Best practices for dust control in metal/nonmetal mining. Morgantown, WV: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2010-132. IARC [1997]. IARC monographs on the evaluation of carcinogenic risks to humans: silica, some silicates, coal dust and para-aramid fibrils. Vol 68. Lyon, France: World Health Organization, International Agency for Research on Cancer. Listak JM, Reed WR [2007]. Water separator shows potential for reducing respirable dust generated on small-diameter rotary blasthole drills. Int J Min Reclam Environ 21(3):160–172. NIOSH [1998]. NIOSH hazard control: New shroud design controls silica dust from surface mine and construction blast hole drills. HC 27. By Page SJ, Organiscak JA, Flesch JP, Hagedorn RT. Cincinnati, OH: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 98-150. NIOSH [2002]. NIOSH hazard review: health effects of occupational exposure to respirable crystalline silica. Cincinnati, OH: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2002-129. NIOSH [2005]. Technology News 512: Improve drill dust collector capture through better shroud and inlet configurations. By Organiscak JA, Page SJ. U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2006–108. Organiscak JA, Page SJ [1999]. Field assessment of control techniques and long-term dust variability for surface coal mine rock drills and bulldozers. Int J Surf Min Reclam Environ 13(4):165–172. Page SJ [1991]. Respirable dust control on overburden drills at surface mines. In: Proceedings of the American Mining Congress Coal Convention 1991. Washington, DC: American Mining Congress, pp. 523–539. Page SJ, Organiscak JA [1995]. Taming the dust devil: an evaluation of improved dust controls for surface drills using rotoclone collectors. Eng Min J November:30–31. Reed WR, Organiscak JA [2006]. The evaluation of dust exposure to truck drivers following the lead haul truck. In: SME Transactions 2005, Vol. 318. Littleton, CO: Society for Mining, Metallurgy and Exploration, Inc., pp. 147–153. Reed WR, Organiscak JA, Page SJ [2004]. New approach controls dust at the collector dump point. Engin Min J July:29–31. USBM [1987]. Technology News 286: Optimizing dust control on surface coal mine drills. By Page SJ. Washington, DC: U.S. Department of the Interior, U.S. Bureau of Mines. USBM [1988]. Technology News 308: Impact of drill stem water separation on dust control for surface coal mines. By Page SJ. Washington, DC: U.S. Department of the Interior, U.S. Bureau of Mines. USBM [1995]. Technology News No. 447: Dust collector discharge shroud reduces dust exposure to drill operators at surface coal mines. By Organiscak JA, Page SJ. Washington, DC: U.S. Department of the Interior, U.S. Bureau of Mines. |
|
|
dust control metal/nonmetal mining mineral mining miners surface mines |