
Engineering Controls Database
Best Practices for Dust Control in Coal Mining – Continuous Mining Operations – Roof Bolters
|
Respirable dust exposure has long been known to be a serious health threat to workers in many industries. In coal mining, overexposure to respirable coal mine dust can lead to coal workers’ pneumoconiosis (CWP). CWP is a lung disease that can be disabling and fatal in its most severe form. In addition, miners can be exposed to high levels of respirable silica dust, which can cause silicosis, another disabling and/or fatal lung disease. Exposure to coal mine dust may also increases a miner’s risk of developing chronic bronchitis, chronic obstructive pulmonary disease, and pathologic emphysema. Once contracted, there is no cure for CWP or silicosis. The goal, therefore, is to limit worker exposure to respirable dust to prevent development of these diseases. |
|
|
CWP contributed to the deaths of 10,406 U.S. miners during 1995–2004 [NIOSH 2008]. Pneumoconiosis continues to be a very serious health threat to underground coal mine workers. The highest respirable dust concentrations on continuous mining sections are generated from two sources: the continuous miner and the roof bolter. Dust generated by the continuous miner has the potential to expose the miner operator and anyone working downwind of the active mining, such as the roof bolter operators. Also, continuous miner and roof bolter operators are often exposed to elevated silica levels as a result of cutting or drilling into rock. For operations on reduced dust standards, MSHA inspector samples from 2004–2008 show that 20% of miner operator samples and 10% of bolter operator samples exceeded their applicable reduced dust standard [MSHA 2009]. |
|
|
Most roof bolting machines are equipped with MSHA-approved dry dust collection systems to remove dust during drilling. Roof bolter operators can be overexposed to dust from the drilling process, cleaning the dust collector, poor dust collector maintenance, or working downwind of the continuous mining machine. The largest source of operator dust exposure can occur from working downwind of the continuous miner. If the dry dust collector is properly maintained and if the bolter is not working downwind of the continuous miner, very little dust should be measured in the roof bolter’s work environment [USBM 1984]. Three major bolter problem areas are (1) filter problems (leaks or plugging), (2) accumulation of dust in the collection system, and (3) low airflow at the bit due to hose, fitting, and relief valve leaks. The following best practices can help reduce dust exposure to the bolter operator: Maintaining the dust collector system. Hoses and gaskets should be checked for leaks. Smoke tubes can be used to show where leaks occur. Checks should also be made for loose hose connections and damaged compartment door gaskets. Vacuum pressure at the drill head should be checked daily by using an approved pressure gauge to maintain manufacturer’s vacuum specifications for proper airflow listed on the approval plate. Cleaning the dust box. Frequent cleaning of the main dust compartment is necessary to ensure proper operation of the dust collection system. The operator should maintain an upwind position when removing dust from the dust box to reduce exposure. If a rake is used to pull dust from the main compartment, care should be taken so that a dust cloud is not created and dust does not contaminate clothing. When emptying dust boxes on a dual-boom roof bolter, the return-side operator should empty the collector box first and then take a position on the intake side of the entry until the other box is emptied. Again, when performing this function, an upwind position is crucial to minimize dust exposure, and use of a respirator is recommended. Similarly, cleaning should take place in a well-ventilated entry so that liberated dust is quickly removed from the operator’s breathing zone. The procedure for handling of drill cuttings is detailed in the operator’s manual for most roof bolting machines. Using dust collector bags. Dust collector bags can be used with dry dust collectors to greatly reduce dust exposures when cleaning the dust box. A retrofit kit installed in the collector box enables installation of the bags (Figure 1) for those machines equipped with precleaner cyclones. The use of dust collector bags to contain dust in the main compartment allows workers to easily remove the dust from the main compartment and deposit it against the rib. Exposure during cleaning is reduced, the cuttings are located out of the entry traffic, and the canister filter can remain in operation for a much longer time period because of reduced dust loading [NIOSH 2007].  Removing and replacing the canister filter. In past practice, canister filters were removed and impacted against a surface to dislodge caked dust from the filter media. The filter was reinserted into the collector box. Unfortunately, this practice can create a dust cloud that contaminates the breathing zone of the roof bolter operators. Cleaning the filter in this manner also creates the potential for contaminating the collector’s downstream discharge components (vacuum pump and muffler) with respirable dust (Figure 2). When these downstream components become contaminated, respirable dust is discharged back into the mine environment in the collector’s exhaust. To rectify this hazardous condition, the downstream components must be removed and cleaned as described in the next section. Although the cleaning and reuse of canister filters is still occurring, NIOSH, MSHA, and bolter manufacturers recommend that contaminated filters be replaced to minimize worker dust exposures. Replacement of filter canisters should be completed in well-ventilated entries. 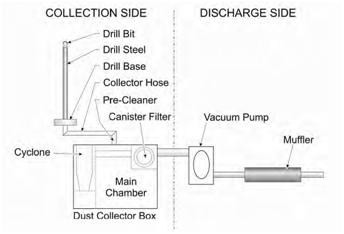 Cleaning the discharge side of the collector. If the discharge side of the collector system becomes contaminated due to collector filter damage and/or leaks, all components downstream of the collector box must be removed and flushed with water. Surveys have shown that removing and cleaning contaminated components downstream of the canister filter results in major improvements in dust and silica levels emitted from the collector’s discharge [Thaxton 1984]. Installing a sock on precleaners. Some roof bolting machines are equipped with dust collector precleaners, which are cyclone collectors designed to remove larger cuttings from the airstream before reaching the collector box. These cuttings are routinely dumped after each hole is drilled and may contain some respirable dust. When the precleaner door is actuated, the dust falls an unconfined distance from the precleaner’s discharge chute to the mine floor. Some dust can be entrained into the ventilating air as it falls to the mine floor. This entrained dust can be minimized by attaching a “sock” made from brattice or rubber belting as an extension to the chute to minimize the distance the dust falls unconfined. Using “dust hog” bits. Dust hog bits have a collection port in the bit body and are more effective at capturing drill dust than shank bits, where the collection port is in the drill steel. In one study, shank bits allowed from 3 to 10 times more dust to escape from the drill hole collar than “dust hog” bits [USBM 1985]. Shank-type bits should be avoided where possible, and dull bits should be replaced immediately. Positioning to avoid working downwind of the continuous miner. Regardless of the type of ventilation being used, the cutting sequence must be designed to limit the amount of time the bolter works downwind of the continuous miner. Properly sequenced cuts with double-split ventilation can eliminate the need to work downwind of dust concentrations created by the continuous miner. However, double-split ventilation is often used on super sections (i.e., two miners and two bolters in each split). If super sections are in use, then proper cut sequencing in each split is required to minimize the hazard of working downwind of the miner. Wet drilling/mist drilling. Although wet drilling can effectively control dust emissions, this option can create difficult working conditions for operators [Kissell and Goodman 2003]. Successful dust control with wet drilling typically requires 2 gallons per minute (gpm) to be supplied to the drill hole. Water is pumped to the drilling interface through the drill steel, captures dust, and then flows out of the drill hole onto the mine floor. This water can create wet floor problems and an uncomfortable work environment for the bolter operators. Mist drilling attempts to reduce the water application while still maintaining effective dust control. Reduced quantities of water and compressed air are supplied to the drilling interface in an effort to capture dust. Mist drilling typically uses less than 0.5 gpm. Although more desirable from an operations perspective, this method has yet to be shown to be as effective for dust control as wet drilling or properly operating dry collection systems [Beck and Goodman 2008]. Canopy air curtain. In addition to dust created by the roof bolter itself, bolter operators can also be exposed to miner-created dust when bolting is required downwind of the continuous miner. NIOSH developed and tested a device to deliver fresh air over the operator’s breathing area that would reduce dust exposure while working downwind of the continuous miner [Goodman and Organiscak 2002]. A fan located at the rear of the bolter draws in entry air, filters the air, and supplies it to the area beneath the canopy through tubing and a plenum (Figure 3). The plenum is the same shape as the canopy and covers the same area so that protection is provided while the operator is under any portion of the canopy. Laboratory tests have shown that this concept reduced dust levels under the canopy by nearly 60%. 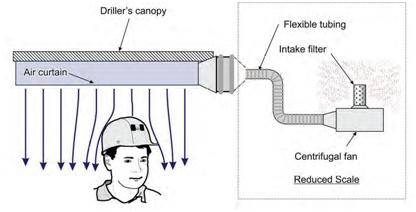 Routing miner-generated dust to the return. For controlling respirable dust exposure downwind of the continuous miner on sections that ventilate with exhausting auxiliary fans, the simplest and most effective technique is to route the miner-generated dust directly to the return using lightweight, collapsible tubing [Jayaraman et al. 1989]. This allows the dust to reach the return without exposing downwind workers. Working downwind of the bolter. When downwind of the bolter, as much as 25% of the continuous miner operator’s quartz dust exposure can be attributed to dust from the bolting operation. The problem is usually a lack of maintenance on the bolter dust collector [Organiscak et al. 1990]. |
|
|
NIOSH [2010]. Information circular 9517. Best practices for dust control in coal mining. Morgantown, WV: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2010-110. Beck TW, Goodman GVR [2008]. Evaluation of dust exposures associated with mist drilling technology for roof bolters. Min Eng 60(12):35–39. Goodman GVR, Organiscak JA [2002]. An evaluation of methods for controlling silica dust exposures on roof bolters. SME preprint 02-163. Littleton, CO: Society for Mining, Metallurgy, and Exploration, Inc. Jayaraman NI, Babbitt CA, O’Green J [1989]. Ventilation and dust control techniques for personnel downwind of continuous miner. In: Transactions of Society for Mining, Metallurgy, and Exploration, Inc. Vol. 284. Littleton, CO: Society for Mining, Metallurgy, and Exploration, Inc., pp. 1823–1826. Kissell FN, Goodman GVR [2003]. Continuous miner and roof bolter dust control. In: Kissell FN, ed. Handbook for dust control in mining. Pittsburgh, PA: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2003-147, IC 9465, pp. 23– 38. MSHA [2009]. Standardized Information System: Respirable coal mine quartz dust data. Arlington, VA: U.S. Department of Labor, Mine Safety and Health Administration. NIOSH [2007]. Technology news 523: Evaluation of dust collector bags for reducing dust exposure of roof bolter operators. Pittsburgh, PA: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2007–119. NIOSH [2008]. Work-related lung disease surveillance report, 2007. Morgantown, WV: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2008143a. Organiscak JA, Page SJ, Jankowski RA [1990]. Sources and characteristics of quartz dust in coal mines. Pittsburgh, PA: U.S. Department of the Interior, Bureau of Mines, IC 9271. NTIS No. PB 91-160911/AS. Thaxton RA [1984]. Maintenance of a roof bolter dust collector as a means to control quartz. In: Proceedings of the Coal Mine Dust Conference (Morgantown, WV, October 8–10, 1984), pp. 137–143. USBM [1984]. Technology news 198: Better roof bolter dust collector maintenance reduces silica dust levels. Pittsburgh, PA: U.S. Department of the Interior, Bureau of Mines. USBM [1985]. Technology news 219: Reducing dust exposure of roof bolter operators. Pittsburgh, PA: U.S. Department of the Interior, Bureau of Mines. |
|
|
coal miners coal mining continuous mining machine continuous mining machine operator mining roof bolters roof bolters underground mines |