
Engineering Controls Database
Best Practices for Dust Control in Coal Mining – Continuous Mining Operations – Flooded-Bed Scrubbers
|
Respirable dust exposure has long been known to be a serious health threat to workers in many industries. In coal mining, overexposure to respirable coal mine dust can lead to coal workers’ pneumoconiosis (CWP). CWP is a lung disease that can be disabling and fatal in its most severe form. In addition, miners can be exposed to high levels of respirable silica dust, which can cause silicosis, another disabling and/or fatal lung disease. Exposure to coal mine dust may also increases a miner’s risk of developing chronic bronchitis, chronic obstructive pulmonary disease, and pathologic emphysema. Once contracted, there is no cure for CWP or silicosis. The goal, therefore, is to limit worker exposure to respirable dust to prevent development of these diseases. |
|
|
CWP contributed to the deaths of 10,406 U.S. miners during 1995–2004 [NIOSH 2008]. Pneumoconiosis continues to be a very serious health threat to underground coal mine workers. The greatest source of respirable dust at continuous mining operations is the continuous mining machine. Dust generated by the continuous miner has the potential to expose the miner operator and anyone working downwind of the active mining. Also, continuous miner and roof bolter operators are often exposed to elevated silica levels as a result of cutting or drilling into rock. For operations on reduced dust standards, MSHA inspector samples from 2004–2008 show that 20% of miner operator samples and 10% of bolter operator samples exceeded their applicable reduced dust standard [MSHA 2009]. |
|
Remotely controlled continuous miners allow the operator to remain under supported roof while the miner can advance to cut depths up to 40 ft, if approved by MSHA. Extended cuts reduce the number of face changes required of the miner, which can lead to higher production. Therefore, most U.S. continuous mining operations are taking deep or extended cuts. However, remote control operation does not allow the operator to advance the ventilation curtain to dilute the face of dust and methane. As a result, deep-cut mining has benefited from the installation of fan-powered, flooded-bed scrubbers on miners. Scrubber inlets mounted close to the cutter head help move air toward the face and capture dust near the face. Flooded-bed scrubbers capture dust-laden air from the cutting face, carry this air through ductwork on the miner, and pass the air through a filter panel that is wetted with water sprays (Figure 1). As dust particles impact and travel through the filter panel, they mix with water droplets and are removed from the airstream by a mist eliminator. The cleaned air is discharged from the scrubber back into the mine environment. The density and type of media used in the filter panel influence the dust collection efficiency and air-moving capacity of the scrubber. Optimum flooded-bed scrubber performance is achieved when all of the dust-laden air at the cutting face is drawn into the scrubber and a high percentage (>90%) of the respirable dust is removed from this air [NIOSH 1997]. 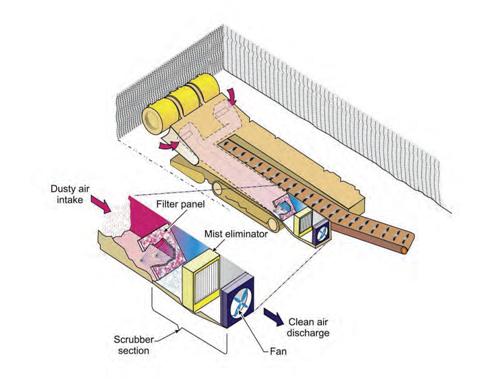 The following practices have been shown to improve the efficiency of the scrubber: • Scrubber maintenance. Scrubbers lose as much as one-third of their airflow after just one cut [Schultz and Fields 1999]. The most common cause of efficiency loss is filter panel clogging. Pitot tubes should be used to obtain air velocity readings as a measure of scrubber performance. When the dust is excessive, cleaning of the filter panel (Figure 2), the demister (Figure 3), and the scrubber ductwork is required more often. Also, the spray nozzles in the ductwork should be checked to ensure they are completely wetting the entire filter panel and not just the center.   One major manufacturer recommends the following cleaning schedule for a flooded-bed dust collector: (1) Twice each shift: Clean filter with water. (2) Once each shift: Replace filter with cleaned filter. Back-flush dirty filter with water and allow to dry. When dry, shake remaining dirt from filter before reusing. (3) Daily: Wash inlets and ductwork with water. (4) Weekly: Wash venturi, sump, and demister module. This recommended maintenance schedule is for general operation. However, field investigations have shown that in some instances more frequent filter cleaning is necessary. In some mines, filters should be cleaned with water at least after each place change. In addition, inlets and ductwork may require more frequent cleaning. The operator’s approved mine ventilation plan will specify the specific maintenance schedule to be followed. • Airflow measurement. MSHA requires a minimum airflow of 3,000 cubic feet per minute (cfm) to ventilate the active face (30 CFR 75.325). However, when scrubbers are used, MSHA typically recommends that the face airflow be at or slightly above the airflow capacity of the scrubber. Consequently, MSHA periodically requires pitot tube traverse measurements of airflow through the scrubber. This scrubber airflow will then be considered when MSHA sets the minimum face airflow that is required. MSHA recommends that this face airflow be available and measured with the scrubber turned off. In practice, most operations are supplying quantities above the statutory minimum of 3,000 cfm in an effort to better control respirable dust and methane. • Filter panel thickness. The thickness of the filter panel controls the filter collection efficiency. Of the 10-, 20-, and 30-layered panels available, the 30-layer panel is the most efficient (>90%) in capturing respirable-sized dust [NIOSH 1997] (Figure 4). However, it should be noted that the thicker filter panels will increase pressure drop and reduce the quantity of airflow through the scrubber. Ensure that the filter sprays are working properly and provide complete coverage of the filter media. The filter spray is typically a low-pressure [<50 pounds per square inch (psi)], full-cone nozzle spray. 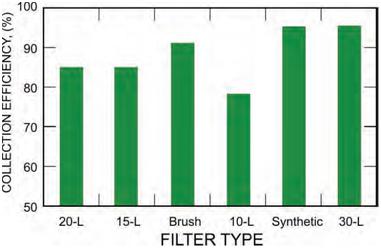 • Dust capture factors. Overall performance of a flooded-bed scrubber depends on the collection efficiency of the filter panel and the capture efficiency, which is the amount of ventilating air drawn into the unit [Colinet and Jankowski 2000]. The machine design factors that impact capture efficiency are the scrubber air quantity and the location of the inlets. The air quantity should always be as large as possible and the inlets as far forward and close to the cutting drum as practical. Increasing filter density improves silica collection but also reduces the quantity of air that is drawn through the scrubber [Jayaraman et al. 1992]. In addition, the scrubber should continue to operate for 10–12 sec after coal cutting ends to allow the scrubber to capture dust remaining in the face. • Redirected scrubber discharge. Face ventilation on sections with low mean entry air velocity can be augmented by redirecting scrubber discharge toward the face. However, the application of redirected scrubber air depends on the amount of methane being liberated at the face and requires approval from MSHA. A preliminary NIOSH study showed that redirecting a portion of the scrubber discharge toward the face was successful at reducing dust levels in the face entry. NIOSH also completed a brief study of scrubber redirection at an eastern mine that showed this method reduced dust exposures of the shuttle car operators by over 50%. Its impact on miner operator exposures was somewhat less, showing the need for maintaining proper balance between the redirected scrubber flow and face ventilation flow. |
|
|
NIOSH [2010]. Information circular 9517. Best practices for dust control in coal mining. Morgantown, WV: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2010-110. CFR. Code of federal regulations. Washington, DC: U.S. Government Printing Office, Office of the Federal Register. Colinet JF, Jankowski RA [2000]. Silica collection concerns when using flooded-bed scrubbers. Min Eng 52(4):49–54. Hirschi JC, Chugh YP, Saha A, Mohany M [2002]. Evaluating the use of surfactants to enhance dust control efficiency of wet scrubbers for Illinois coal seams. In: De Souza E, ed. Proceedings of the North American/Ninth U.S. Mine Ventilation Symposium (Kingston, Ontario, Canada). Lisse, Netherlands: Balkema, pp. 601–606. Jayaraman NI, Babbitt CA, O’Green J [1989]. Ventilation and dust control techniques for personnel downwind of continuous miner. In: Transactions of Society for Mining, Metallurgy, and Exploration, Inc. Vol. 284. Littleton, CO: Society for Mining, Metallurgy, and Exploration, Inc., pp. 1823–1826. Jayaraman NI, Colinet JF, Jankowski RA [1992]. Recent Basic research on dust removal for coal mine applications. In: Proceedings of the Fifth International Mine Ventilation Congress (Johannesburg, Republic of South Africa), pp. 395–405. MSHA [2009]. Standardized Information System: Respirable coal mine quartz dust data. Arlington, VA: U.S. Department of Labor, Mine Safety and Health Administration. NIOSH [1997]. Hazard identification 1: Exposure to silica dust on continuous mining operations using flooded-bed scrubbers. Cincinnati, OH: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, HID1, DHHS (NIOSH) Publication No. 97–147. NIOSH [2008]. Work-related lung disease surveillance report, 2007. Morgantown, WV: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2008143a. Schultz MJ, Fields KG [1999]. Dust control considerations for deep cut mining sections. SME preprint 99-163. Littleton, CO: Society for Mining, Metallurgy, and Exploration, Inc. |
|
|
coal miners coal mining continuous mining machine continuous mining machine operator flooded-bed scrubbers mining underground mines |