
Engineering Controls Database
Best Practices for Dust Control in Coal Mining – Longwall Mining Operations – Headgate Entry
|
Respirable dust exposure has long been known to be a serious health threat to workers in many industries. In coal mining, overexposure to respirable coal mine dust can lead to coal workers’ pneumoconiosis (CWP). CWP is a lung disease that can be disabling and fatal in its most severe form. In addition, miners can be exposed to high levels of respirable silica dust, which can cause silicosis, another disabling and/or fatal lung disease. Exposure to coal mine dust may also increases a miner’s risk of developing chronic bronchitis, chronic obstructive pulmonary disease, and pathologic emphysema. Once contracted, there is no cure for CWP or silicosis. The goal, therefore, is to limit worker exposure to respirable dust to prevent development of these diseases. |
|
|
CWP contributed to the deaths of 10,406 U.S. miners during 1995–2004 [NIOSH 2008]. Pneumoconiosis continues to be a very serious health threat to underground coal mine workers. Longwall workers can be exposed to harmful respirable dust from multiple dust generation sources, including the intake entry, belt entry, headgate entry (including stageloader/crusher), shearer, and shield advance. Respirable dust generated by outby sources can enter the ventilating airstream and remain airborne across the entire longwall face, which can impact the dust exposure of all personnel on the face. The stageloader/crusher is the most significant dust-generating source in the headgate area. The breaking of coal and rock in the crusher generates large quantities of dust, which can mix with the ventilating airstream. The following practices can help control respirable dust levels in the stageloader/crusher area: |
|
|
The following practices can help control respirable dust levels in the stageloader/crusher area: Fully enclosing the stageloader/crusher. NIOSH longwall surveys [Rider and Colinet 2007] found that all stageloader/crushers were fully enclosed. However, there was not a universally applied technique for enclosing the stageloader/crusher. The common practice is to apply a combination of steel plates, strips of conveyor belting, brattice, and/or foam to seal the crusher and stageloader units along their entire length. In addition, conveyor belting covering the entrance of the crusher has been effective in keeping dust from boiling out of the enclosure and into the ventilating airstream. Strips of belting were hung from the top of the crusher inlet, effectively enclosing this area. With the quantity of coal being transported through the stageloader/crusher, it is imperative that all seals and skirts be carefully maintained to confine dust generated within the enclosure. Wetting the coal in the crusher and stageloader area. Crushers should have a built-in spray manifold located above the crusher hammers. Traditional water flow to this manifold is 8–10 gallons per minute (gpm). In addition, a spray manifold consisting of three or four full-cone sprays is typically mounted at the entrance to the crusher’s enclosure [Jankowski and Colinet 2000; Organiscak et al. 1986; Shirey et al. 1985]. The spray bar should span the width of the conveyor to ensure uniform spray coverage. The objective of these sprays is to wet the coal product and prevent respirable dust from becoming airborne. Previous studies [USBM 1985; Kelly and Ruggieri 1990] have shown that low water pressure and high-volume sprays are the most effective at containing dust within the enclosure. High-pressure sprays should be avoided since they may force dust out of the enclosure and into the ventilating airstream. Because water quantity is more critical than water pressure, the use of larger-orifice, full-cone sprays operating at water pressures below 60 pounds per square inch (psi) is recommended. Often, a spray bar is located at the discharge of the crusher. A spray bar located above the belt immediately at the stageloader-to-belt transfer point can also be used to reduce dust levels at this transfer point [Organiscak et al. 1986; Shirey et al. 1985; USBM 1985]. Figure 1 shows the various locations of sprays that are recommended. 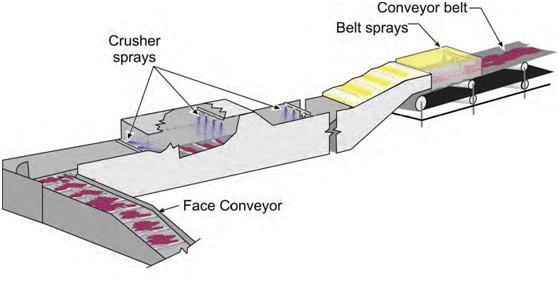 Using scrubber technology in the stageloader/crusher area. In an effort to keep fugitive dust from escaping the stageloader/crusher area, fan-powered scrubbers located close to the crusher discharge and/or stageloader-to-belt transfer area can be used. If scrubbers are used, their inlets are commonly ducted from the crusher discharge area and the stageloader-to-belt transfer. Flow rates through the scrubber typically range from 6,500 to 8,500 cubic feet per minute (cfm). In addition to capturing airborne dust, the scrubber also creates a negative pressure within the enclosed stageloader/crusher to minimize dust from leaking out if any gaps are present. Using a high-pressure water-powered scrubber. A compact, high-pressure, water-powered scrubber is an alternative to fan-powered scrubbers [Kelly and Ruggieri 1990]. A water spray installed at the center of a tube and operated at pressures of at least 1,000 psi will induce airflow through the tube as well as capture most of the dust in the airflow [Jayaraman et al. 1981]. Since this scrubber is water-powered, it is intrinsically safe in relation to methane, and maintenance requirements are minimal because the scrubber has no moving parts. Successful underground tests were conducted where contaminated air was drawn through a series of five tubes with sprays attached to each tube. The dirty air was scrubbed through the tubes and demisted through a wave-blade demister. Figure 2 shows the scrubber mounted on top of the crusher. Cleaned air was discharged toward the face. Field tests showed that the scrubber reduced dust concentrations by more than 50% when operated at 1,200 psi and 10 gpm. 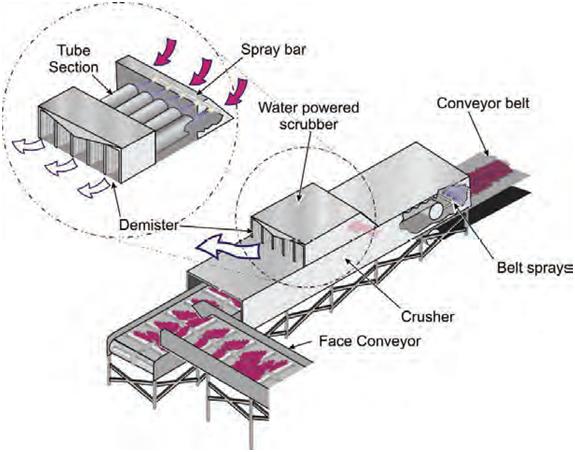 In addition to the stageloader/crusher controls, the following practices at the headgate can help reduce the dust exposure of longwall face workers: Installation and maintenance of a gob curtain. Adequate ventilation of the longwall panel involves supplying the required volume of air to the headgate and maintaining that airflow along the face. Often, loss of air into the gob in the headgate area prevents the maximum utilization of the air intended to ventilate the longwall face. As a result of roof bolting in the belt entry, the roof behind the shield supports may not collapse as quickly as it does along the rest of the face. This can result in a larger opening behind the first few shields and allow a substantial portion of the ventilating air delivered to the headgate to leak into the gob. The open area between the first shield and the rib also facilitates leakage into the gob. Furthermore, fresh air traveling into the gob may become contaminated with dust and may reenter the face area, compounding the dust problem. A gob curtain (Figure 3) installed between the first support and the rib in the headgate entry can force the ventilating air to make a 90° turn down the longwall face rather than leak into the gob. A number of longwall operations have installed brattice curtain behind the hydraulic support legs along the first 5–10 shields in an effort to further reduce leakage into the gob and increase airflow down the face. In various studies, the average face air velocity with the curtain installed was about 35% greater than without the curtain. The biggest improvement due to the curtain was seen at the first 25–30 supports, where increased air volume lowered dust concentrations through dilution [Kissell et al. 2003; Jankowski and Colinet 2000; Shirey et al. 1985]. All of the recent NIOSH longwall surveys found that gob curtains were being used in the headgate entry. Unfortunately, most of the curtains were not properly maintained, resulting in large voids with air escaping into the gob. 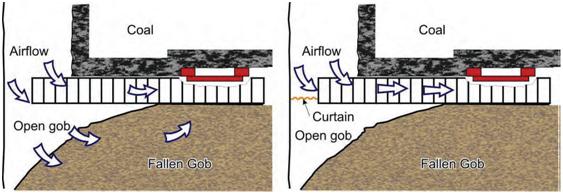 Positioning shearer operators outby as the headgate drum cuts into the headgate entry. One source of elevated dust concentrations for shearer operators is when the headgate drum cuts into the headgate entry. The drum is exposed to the primary airstream, resulting in air passing over and around the cutting drum. The air picks up large quantities of respirable dust, potentially exposing the shearer operators. Although the cutout time is relatively short, the dust levels inby the headgate drum and typically where shearer operators are located can be high and have been observed in the range of 20–30 mg/m3 [Jankowski and Colinet 2000; Shirey et al. 1985]. In recent NIOSH dust surveys [Rider and Colinet 2007], a concerted effort was made by both the headgate and tailgate shearer operators at many longwalls to move outby the shearer headgate drum prior to the drum cutting out into the entry. Typically, they positioned themselves behind the face conveyor drive motors near shields 1 and 2, which is upwind of the headgate drum and also offers protection from flying coal. Locating the shearer operators in this area can reduce their exposure to potentially high dust concentrations as the headgate drum cuts into the headgate entry. Installation of a wing or cutout curtain between the panel side rib and the stageloader. In addition to locating the shearer operators outby the contaminated airstream when cutting into the headgate entry, installing a wing curtain [Jankowski and Colinet 2000; Shirey et al. 1985] can reduce dust entrainment (Figure 4). The curtain is suspended from the roof between the panel-side rib and the stageloader. Previous research [Jankowski et al. 1986] has shown that a wing or cutout curtain is effective in reducing downstream exposure levels. The curtain shields the headgate drum as it cuts out into the headgate entry, directing the airflow around the drum. It should be located 6 ft from the corner of the face to provide maximum shielding without interfering with the drum. 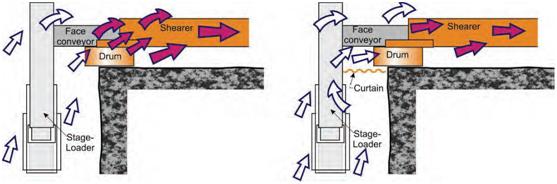 |
|
|
NIOSH [2010]. Information circular 9517. Best practices for dust control in coal mining. Morgantown, WV: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2010-110. Jankowski RA, Colinet JF [2000]. Update on face ventilation research for improved longwall dust control. Min Eng 52(3):45–52. Jayaraman NI, Kissell FN, Cross W, Janosik J, Odoski J [1981]. High-pressure shrouded water sprays for dust control. Pittsburgh, PA: U.S. Department of the Interior, Bureau of Mines, RI 8536. NTIS No. PB 81-231458. Kelly J, Ruggieri S [1990]. Evaluate fundamental approaches to longwall dust control; subprogram C: Stageloader dust control. Foster-Miller, Inc. U.S. Bureau of Mines contract J0318097. NTIS No. DE 90-015510. Kissell FN, Colinet JF, Organiscak JA [2003]. Longwall dust control. In: Kissell FN, ed. Handbook for dust control in mining. Pittsburgh, PA: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2003-147, IC 9465, pp. 39–55. Laurito AW, Singh MM [1987]. Evaluation of air sprays and unique foam application methods for longwall dust control. Engineers International, Inc. U.S. Bureau of Mines contract J0318095. NTIS No. PB89-189922. NIOSH [2008]. Work-related lung disease surveillance report, 2007. Morgantown, WV: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2008143a. Organiscak JA, Jankowski RA, Kelly JS [1986]. Dust controls to improve quality of longwall intake air. Pittsburgh, PA: U.S. Department of the Interior, Bureau of Mines, IC 9114. NTIS No. PB 87-167573. Rider JP, Colinet JF [2007]. Current dust control practices on U.S. longwalls. In: Proceedings of Longwall USA (Pittsburgh, PA, June 5–7, 2007). Shirey CA, Colinet JF, Kost JA [1985]. Dust control handbook for longwall mining operations. BCR National Laboratory. U.S. Bureau of Mines contract J0348000. NTIS No. PB86-178159/AS. USBM [1985]. Technology news 224: Improved stageloader dust control in longwall mining operations. Pittsburgh, PA: U.S. Department of the Interior, Bureau of Mines. |
|
|
coal miners coal mining mining respirable dust underground mines |