
Engineering Controls Database
Steel Wire Fabric Machine – Noise Case Study
|
Overview: The case history presented here is one of sixty-one case histories that were published by the National Institute for Occupational Safety and Health (NIOSH) in 1978 as part of an industrial noise control manual [NIOSH 1979]. The case histories are examples of engineering tasks that have been completed not only by professional noise control engineers but also by non-acoustical specialists who used common sense to solve their noise problems. The case histories were chosen primarily because the amount of noise reduction actually achieved was measured. Such engineering results, even if not directly applicable to a specific situation, illustrate general principles that may point the way to a successful result. They are intended to be useful to production and safety engineers, health personnel, and other factory personnel who are not specialists in noise control. Case study: This 8-ft fabric machine manufactures wire netting spaced at 6 in, starting with individual wires from large spools that run through the length of the machine. A perpendicular wire, known as staywire, is fed across at 6-in intervals and spot-welded at each intersection. This staywire is then cut off at the left-hand side of the machine. The long wires are then moved through the machine another 6 in, and the staywire operation is repeated. This machine produces 6 x 6 in No. 8 or No. 10 wire netting, which is used as concrete reinforcement in the home building industry. The machine is made by Keystone Steel and Wire Company. At the operator position, the sound level was found to be 99 dBA and 102 dBC, indicating low-frequency components. This kind of noise is very unpleasant. The daily noise dose was found to be 2.5; the acceptable level is 1.0 (see Figure 1). [img=1] |
|
| Hearing loss is one of the most common occupational diseases in America today and the second most self-reported occupational illness or injury. Approximately 30 million workers are exposed to hazardous noise on the job and there are approximately 16 million Americans with noise-induced hearing loss. | |
|
One solution would be to construct a noise shelter for the operator. This solution was dropped in favor of working on specific noise sources. Criteria were established to reduce the noise exposure to 1.0 or less, a level equivalent to 90 dBA or less. A program was established to: 1. Overhaul the machine: replace bearings, reduce metal-to-metal banging, replace worn gears, and so on. 2. Replace ratchet-type drive on wire wrapper with chain drive. (This device pulled the long wires through the fabric machine.) 3. Add steel plates (10 lb/ft2) to the frame of the machine. These plates were welded to the frame to block direct air path noise to the operator from gears. The machine frame casting had many openings, which were covered by these steel plates, as shown in Figure 2. 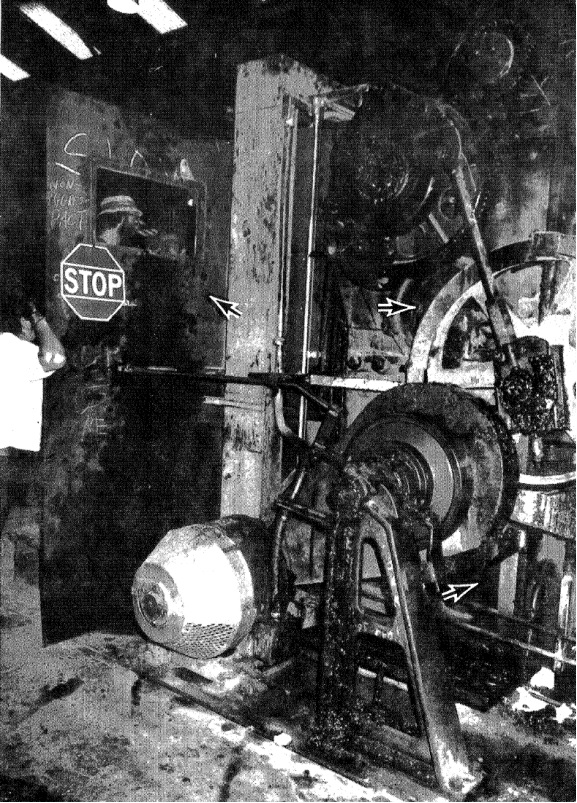 |
|
| NIOSH [1979]. Industrial noise control manual – revised edition. Cincinnati, OH: U.S. Department of Health Education and Welfare, Public Health Service, Center for Disease Control, National Institute for Occupational Safety and Health, DHEW (NIOSH) Publication No. 79-117. | |
|
fabric machine fabric machine noise control noise control steel wire manufacturing steel wire manufacturing |
|
|
The sound level at the operator station was reduced from 99 dBA to 93 dBA (93 dBC). With this reduction, an additional source was noted and determined to be the staywire lifter arms. These were covered with a 3/8-in.-thick piece of Lexan (see Figure 3) for the full length of the operator position, hinged so that it could be easily removed for maintenance. The sound level was reduced to 89 dBA at the operator station and OSHA compliance was achieved. Comments: A shelter could have solved the problem, but, where possible, attack on direct noise is recommended. When major noise sources are reduced, the contribution of other noise sources can be better determined and corrected. By replacing the ratchet-type drive on the wrapper with a chain drive, the production rate was increased by 50%. A major pitfall in this kind of approach is moving too fast. Testing each technique under actual conditions is far better than moving rapidly into failure. From beginning to end, this solution took two years to develop. [img=3] |