
Engineering Controls Database
Best Practices for Dust Control in Metal/Nonmetal Mining – Mineral Processing Operations – Packaging/Bagging Product for Shipment
|
Respirable crystalline silica dust exposure has long been known to be a serious health threat to workers in many industries and occupations. Workers with high exposure to crystalline silica include miners, sandblasters, tunnel workers, silica millers, quarry workers, foundry workers, and ceramics and glass workers Overexposure to respirable crystalline silica dust can has been associated with development of silicosis, lung cancer, pulmonary tuberculosis, and airways disease. The International Agency for Research on Cancer (IARC) reviewed the published experimental and epidemiologic studies of cancer in animals and workers exposed to respirable crystalline silica and concluded that there was sufficient evidence to classify silica as a human carcinogen [IARC 1997]. Silicosis is also a fibrosing disease of the lungs caused by the inhalation, retention, and pulmonary reaction to the crystalline silica. When silicosis becomes symptomatic, the primary symptom is usually dyspnea (difficult or labored breathing and/or shortness of breath), first noted with activity or exercise and later, as the functional reserve of the lung is also lost, at rest. Once contracted, there is no cure for silicosis. The goal, therefore, is to limit worker exposure to respirable dust to prevent development of these diseases. |
|
|
Silica refers to the chemical compound silicon dioxide (SiO2), which occurs in a crystalline or noncrystalline (amorphous) form [NIOSH 2002]. Silica is a common component of rocks; and; throughout the mineral processing cycle, mined ore goes through a number of crushing, grinding, cleaning, drying, and product-sizing sequences as it is processed into a marketable commodity. Because these operations are highly mechanized, they are able to process high tonnages of ore, potentially liberating large amounts of silica. Ore is processed so that it can be packaged and sold to customers. Mineral processing operations package their product in a wide spectrum that includes 50- and 100-pound bags as well as bulk loading into railcars and trailer trucks. This in turn can generate large quantities of dust, often containing elevated levels of respirable crystalline silica, which can be liberated into the work environment. |
|
|
The following are recommendations for control respirable dust while loading ore into each of the different packaging containers to be delivered to the customer: Bag Filling Machines Packaging 50- and 100-Pound Bags • Dual bag nozzle system. The dual bag nozzle system was designed to reduce dust from three major sources during bagging [USBM 1984a, b, 1986c; Cecala and Muldoon 1985; Cecala and Thimons 1989]. The system is composed of an improved bag clamp designed to reduce the amount of product blowback during bag filling (Figure 1). The clamp reduces blowback by making direct contact with approximately 80% of the fill nozzle. The system incorporates a dual nozzle system, which is a nozzle within a nozzle. The inner nozzle is the normal fill nozzle. The outer nozzle incorporates an air exhaust system, which exhausts excess pressure from the bag when it has finished filling. The exhaust system is powered by an eductor, which uses the venturi effect to exhaust the bag at approximately 50 cubic feet per minute (cfm). Depressurizing the bag reduces the “rooster-tail” of product which spews from the bag when it is ejected from the fill station. By reducing the blowback and rooster tail, the amount of product and dust on the outside of the bag are minimized, which also reduces the dust liberated during this process. During a field analysis on this dual bag nozzle system, the bag operator’s dust exposure was reduced by 83% [USBM 1984a]. 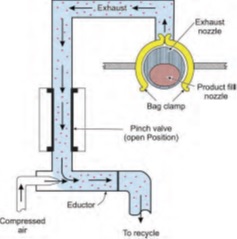 • Overhead air supply island system (OASIS). The OASIS is used to reduce bag operators’ dust exposures while performing the bag loading processes. Normally, the bag operator sits while loading bags, and the OASIS would be installed over his/her position to provide a clean envelope of filtered air down over the worker. (For more information, see the OASIS discussion in “Background Issues”.) • LEV. A local exhaust ventilation system (LEV) is very effective at minimizing the dust exposure to the bag operator while loading bags of product. When designing these systems, the dust generated during bag loading must be pulled down toward the floor to prevent the dust from passing over the worker’s breathing zone as it is captured by the exhaust ventilation system. • Automated systems. A number of manufacturers have been making advances in automated equipment that mechanically takes 50- or 100-pound bags, loads them onto fill spouts, then ejects the bags once they have reached the desired bagging weight. Normally, the bag loading area is sealed with plastic stripping to isolate it. This area is connected to an LEV system and kept under slight negative pressure to capture and remove respirable-sized dust particles liberated during the bag loading process. • Bag valve type . A study was performed that evaluated the dust liberation differences in relation to five commercial bag valves: (1) standard paper, (2) polyethylene, (3) extended polyethylene, (4) double trap, and (5) foam. This study showed that the bag operator’s and bag stacker’s respirable dust exposures were reduced by 62% and 66%, respectively, when using the extended polyethylene valve, as compared to the standard paper valve [USBM 1986a; Cecala and Muldoon 1986]. The extended polyethylene valve was a plastic liner 4½ inches inside a standard paper valve. The plastic was then extended for another 1½ inches. It appears that this plastic section allowed the bag valve to seal very effectively to keep product and dust from escaping from this valve. This study was performed two decades ago, and during the time of the study the additional cost was less than one cent per bag, which was very cost-effective when considering the significant reductions measured to both the bag operator and the bag stacker. Bag Conveying • Bag and belt cleaning devices. These automated systems use a combination of mechanical devices such as brushes and air sprays to clean dust and product from the outside of the bags as they are being conveyed from the loading station to the stacking area [USBM 1995; Cecala et al. 1997]. It is recommended that bag cleaning be performed in an enclosed system so that all the dust removed is contained and exhausted to an LEV system. By having a hopper located under this cleaning unit, product removed from the bags can be recycled back into the process (Figure 2). 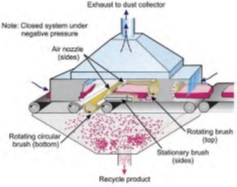 Pallet Loading • LEV. When the pallet loading process is manually performed by bag stackers, an LEV system should be incorporated to capture and remove the dust generated during this process. When designing these systems, the dust generated during bag loading must be pulled down toward the floor to prevent the dust from passing over the worker’s breathing zone as it is captured by the exhaust ventilation system. • OASIS. The OASIS is also applicable to the pallet loading process to reduce the dust exposure to the bag stacker(s). The OASIS should be installed over the work station and provide a clean envelope of filtered air down over the bag stacker(s). • Semi-automated system. Semi-automated systems use workers in conjunction with an automated system to perform the bag stacking process. This can include a vast array of different setups and types of systems. In one case, a worker performs the bag stacking task manually but is assisted by using a hydraulic lift table. This lift table allows the height for stacking the bags to remain constant throughout the entire pallet loading cycle. The bag loading height is set to approximately knuckle-high for the worker, which is the most ergonomic loading height. A push-pull ventilation system is used on either side of this pallet (Figure 3) to capture the dust liberated during bag stacking processing [USBM 1988a, 1989]. In other cases, the workers slide the bags of product on an air table one layer at a time, but the actual stacking of the bags onto the pallet is performed automatically. Since back injuries are such a major lost-time injury for bag stackers, this design significantly reduces stress by not requiring them to manually lift any bags of product. One problem with an air slide device is that it can cause dust to be blown from the bags of product into the worker’s breathing zone. In this case, either an exhaust hood should be placed over the air slide area that is tied into an LEV system, or an OASIS-type system should be placed over the worker [Cecala et al. 2000; NIOSH 2001a]. 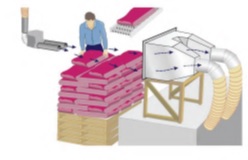 • Automated systems. Significant advances have been made by different manufacturing companies to design systems that either mechanically or robotically performs the bag stacking process, and these systems are being used at mineral processing plants. Automated systems reduce fatigue (back and other body parts) of the worker performing the task manually, as well as, the respirable dust exposure to the worker [Cecala and Covelli 1990]. When using these automated systems, the amount of respirable dust liberated still needs to be evaluated and controlled to ensure that it does not remain on the product bags and does not escape to the surrounding environment. This is normally performed by enclosing the area and using an LEV system to exhaust the respirable dust from the area. One-Ton Bulk Bags One-ton bulk bags of product material have become more popular over recent years because they are more cost effective than the 50- or 100-pound bags. The most effective method to control the dust liberated during the one-ton bulk bagging is to isolate this area from the rest of the plant. A worker enters this area and manually attaches an empty bag to the loading device. The worker then leaves the area and once outside, remotely activates a start button to begin bag filling. The area is exhausted and under negative pressure by virtue of being tied into a LEV system. Once bag loading is completed, the worker reenters the area and removes the bag for shipping and begins the process again. Bulk Loading • Enclosed cabs. Frequently, bulk loading is performed using a front-end loader to load open-container trailer trucks. This is normally performed outdoors with coarser product material, which does not generate a substantial amount of respirable dust. Nevertheless, the front-end loader should have a structurally competent enclosed cab with an effective filtration and pressurization system. • Telescoping loadout spout. Many different manufacturers produce telescoping loadout spouts, which minimize the amount of dust generated during the bulk loading process. Allowing ore to fall or drop significant distances creates more dust than when the drop distance is minimized. To minimize the drop distance, telescoping loadout spouts extend the loading location so that it is directly above the ore. As the shipping containers fill with ore, the spout continually repositions upward until the container is completely loaded. Another feature of this device that further minimizes dust liberation is a dual tube arrangement. The inner tube delivers the ore product to the loading container. The outer tube is tied into an LEV system to create a negative pressure at the loading area, therefore exhausting the respirable-sized particles to a dust collector system (Figure 4). These systems have been used for many years and are effective at minimizing dust liberation during bulk loading. 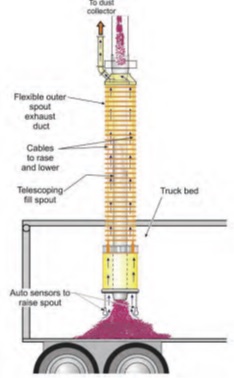 NOTE: The above information is taken directly from the following publication: NIOSH [2010]. Information circular 9517. Best practices for dust control in metal/nonmetal mining. Morgantown, WV: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2010-132. |
|
|
Cecala AB, Covelli A [1990]. Automation to control silica dust during pallet loading process. Paper presented at the SME Annual Meeting. Salt Lake City, UT: Society for Mining, Metallurgy, and Exploration, Inc., Preprint 90-28, 5 p. Cecala AB, Muldoon T [1985]. New bag nozzle system reduces dust generated during bag filling. Rock Prod July:32–33. Cecala AB, Muldoon T [1986]. Closing the door on dust—dust exposure of bag operator and stackers compared for commercial bag valves. Pit Quarry 78(11):36–37. Cecala AB, Thimons ED [1989]. New dual bag nozzle system. Ceram Eng Sci Proc 10(1-2):36– 41. Cecala AB, Timko RJ, Prokop AD [1997]. Bag and belt cleaner reduces employee dust exposure. Rock Prod 100(3):41–43. Cecala AB, Zimmer JA, Smith B, Viles S [2000]. Improved dust control for bag handlers. Rock Prod 103(4):46–49. IARC [1997]. IARC monographs on the evaluation of carcinogenic risks to humans: silica, some silicates, coal dust and para-aramid fibrils. Vol 68. Lyon, France: World Health Organization, International Agency for Research on Cancer. NIOSH [2001a]. Hazard control 31: Dust protection for bag stackers. Cincinnati, OH: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health. NIOSH [2002]. NIOSH hazard review: health effects of occupational exposure to respirable crystalline silica. Cincinnati, OH: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2002-129. USBM [1984a]. New bag nozzle system reduces dust from fluidized air bag machines. By Cecala AB, Volkwein JC, Thimons ED. Washington, DC: U.S. Department of the Interior, U.S. Bureau of Mines, RI 8886. USBM [1984b]. Technology News 207: New bag nozzle system reduces dust during bagging operation. Pittsburgh, PA: U.S. Department of the Interior, U.S. Bureau of Mines. USBM [1986a]. Dust reduction capabilities of five commercial bag valves. By Cecala AB, Covelli A, Thimons ED. Washington, DC: U.S. Department of the Interior, U.S. Bureau of Mines, IC 9068. USBM [1986c]. Technology News 240: Reduce dust exposure during bag filling and stacking. Pittsburgh, PA: U.S. Department of the Interior, U.S. Bureau of Mines. USBM [1988a]. Pallet loading dust control system. By Cecala AB, Covelli A. Washington, DC: U.S. Department of the Interiour, U.S. Bureau of Mines, RI 9197. USBM [1989]. Technology News 328: New pallet loading system lowers worker’s dust exposure and improves bag stacking process. Pittsburgh, PA: U.S. Department of the Interior, U.S. Bureau of Mines. USBM [1995]. Reducing respirable dust levels during bag conveying and stacking using bag and belt cleaner device. By Cecala AB, Timko RJ, Prokop AD. Washington, DC: U.S. Department of the Interior, U.S. Bureau of Mines, RI 9596. |
|
|
bag loaders dust control metal/nonmetal mining mineral mining mineral processing miners |