
Engineering Controls Database
Best Practices for Dust Control in Metal/Nonmetal Mining – Mineral Processing Operations – Local Exhaust Ventilation Systems
|
Respirable crystalline silica dust exposure has long been known to be a serious health threat to workers in many industries and occupations. Workers with high exposure to crystalline silica include miners, sandblasters, tunnel workers, silica millers, quarry workers, foundry workers, and ceramics and glass workers Overexposure to respirable crystalline silica dust can has been associated with development of silicosis, lung cancer, pulmonary tuberculosis, and airways disease. The International Agency for Research on Cancer (IARC) reviewed the published experimental and epidemiologic studies of cancer in animals and workers exposed to respirable crystalline silica and concluded that there was sufficient evidence to classify silica as a human carcinogen [IARC 1997]. Silicosis is also a fibrosing disease of the lungs caused by the inhalation, retention, and pulmonary reaction to the crystalline silica. When silicosis becomes symptomatic, the primary symptom is usually dyspnea (difficult or labored breathing and/or shortness of breath), first noted with activity or exercise and later, as the functional reserve of the lung is also lost, at rest. Once contracted, there is no cure for silicosis. The goal, therefore, is to limit worker exposure to respirable dust to prevent development of these diseases. |
|
| Silica refers to the chemical compound silicon dioxide (SiO2), which occurs in a crystalline or noncrystalline (amorphous) form [NIOSH 2002]. Silica is a common component of rocks; and; throughout the mineral processing cycle, mined ore goes through a number of crushing, grinding, cleaning, drying, and product-sizing sequences as it is processed into a marketable commodity. Because these operations are highly mechanized, they are able to process high tonnages of ore. This in turn can generate large quantities of dust, often containing elevated levels of respirable crystalline silica, which can be liberated into the work environment. | |
|
The most common dust control technique at mineral processing plants is local exhaust ventilation (LEV) systems. These systems capture dust at the various processes such as crushing, milling, screening, drying, bagging, and loading and then transport this dust via ductwork to a dust collection filtering device. LEV systems use a negative pressure exhaust ventilation technique in an attempt to capture the dust before it escapes from the process. By capturing the dust at the source, it is prevented from becoming liberated into the processing plant and exposing workers. This technique is most effective when a capture device (e.g., enclosure, hood, or chute) is incorporated at the dust source to maximize the collection potential. LEVs have a number of advantages: • Ability to capture and eliminate very fine particles, which are difficult to control using wet suppression techniques. • Providing the option of reintroducing the captured material back into the production process or discarding the material so it is not a detriment later in the process. • Effectiveness in cold weather conditions because of not being greatly impacted by low temperatures as with the wet suppression technique. • May be the only dust control option available for some operations whose product is hygroscopic or suffers serious consequences from even small percentages of moisture (e.g., clay or shale operations). There are many different types of dust collection systems available for use at mineral processing operations, including electrostatic precipitators, fabric collectors, wet collectors, and dry centrifugal collections; however, an LEV system using a canister-type collector is often the best choice for the majority of the minerals processing industry. The American Conference of Governmental Industrial Hygienists (ACGIH) produces a manual entitled Industrial Ventilation Handbook—A Manual of Recommended Practice for Design, currently in the 26th edition. This manual provides extensive and authoritative information for designing an effective LEV system. It is not the intent of this document to duplicate this information, but to briefly describe a canister-type LEV system. For more information on various dust collector types and design considerations, please refer to the ACGIH Industrial Ventilation Handbook [ACGIH 2007]. The canister-type collector is the most recent generation of fabric-type collectors. Currently, all other fabric collectors use filter media made of felt-type collector bags. Instead, the canister-type collector uses a rigid cartridge that houses a pleated filter media (Figure 1). The following are some advantages of using this system: • Various types of filter cartridges are available to meet a wide range of ore types and filtering needs. • The filter canisters are self-cleaned in the collector unit when the internal pressure reaches a set value. This self-cleaning is performed using the conventional pulse-jet cleaning action. • The pleated-type canister filters increase the surface area of the filter media and provide for a greater cycle time before cleaning, when compared to the typical bag-type filters. • Workers are exposed to very low respirable dust concentrations when replacing filter canisters. The normal replacement procedure is to remove the new filter canister from the cardboard shipping package, then remove the used canister from the collector unit and place it in the cardboard shipping container to be discarded. The cardboard container lid is closed and taped shut to minimize the potential for any dust leakage. 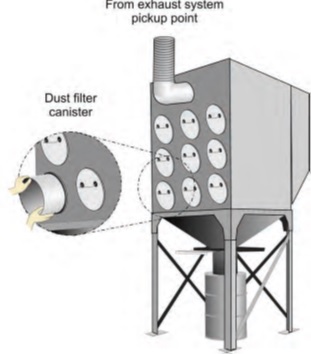 Use of Low-Velocity Transport Systems with LEV Systems As stated in the previous section, LEV systems are the most common dust control technique used at mineral processing plants to capture and filter dust from the air. With these systems, once the dust is captured at the source, it is carried through ductwork to the filtering unit. This section deals with a novel method of transporting dust from the collection point to the filtering unit. For many years, the only recommended practice was to transport dust particles in a high-velocity design in which the air velocities within the duct were kept in the 3,500 to 4,000 feet per minute (fpm) range. The intent with a high-velocity system is to prevent the dust particles from settling out from the airstream and clogging the duct. However, since the air velocities are so high, duct wear is a significant problem, especially at any elbows or transitions where holes are constantly developing. As holes develop, they compromise the system’s performance and allow dust to leak from the ductwork and into the work environment. A low-velocity system has been developed [Bresee 2008 ] where the transport velocities within the ductwork are held below 1,800 fpm. This section will present the advantages to the low-velocity design, which may be advantageous over the high-velocity design for some applications. This is especially true when dealing with an ore that contains silica due to the abrasiveness of the mineral. It must be noted that low velocity does not imply low airflow; in fact, hood capture velocities and negative pressure at the capture point are identical in both low- and high-velocity transport systems. There are significant differences between high- and low-velocity system designs. In high-velocity systems, the ductwork is mainly oriented in either the horizontal or vertical format, and at the high-transport velocities, large-size dust particles are moved through the ductwork to the dust collector unit. This is not the case in a low-velocity system in which the basic principle is to only move respirable-sized particles. The low-velocity system is based upon a “sawtooth design” in which the up-slopes are positioned at a 45 degree angle and all down-slopes are oriented at 30 degrees (Figure 2). This allows the larger particles to fall out from the airstream, slide down the slope, and be recycled back into the process at various points. Advantages to the low-velocity transport system include the following: • Wear and maintenance. Since the system is only moving particles in the respirable range at relatively low velocities, there is reduced abrasion to the duct, which allows for shorter radius and elbows to be used. • Energy costs. Friction and pressure losses in this system are significantly less than in the conventional high-velocity system, making overall power requirements significantly less. • Availability and reliability. The low-velocity system maintains a more consistent balance, since changes in airflow or pressure drops in ducts do not have significant impacts in the overall system. Since the system stays in balance, it does not lose its transport effectiveness as with the high-velocity transport system. • Product recovery. Product losses are significantly less since larger particles are captured by the LEV system and ultimately recycled back into the process at various points in the system. 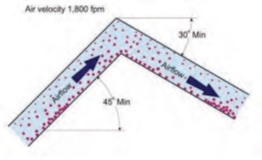 Although low-velocity transport systems have higher initial costs, the break-even point usually occurs sometime around the three-year time frame. The low-velocity transport system has been tested and utilized in operating plants, with a projected life between 15 and 25 years. This performance time frame accounts for significant cost savings over the life of the system. NOTE: The above information is taken directly from the following publication: NIOSH [2010]. Information circular 9517. Best practices for dust control in metal/nonmetal mining. Morgantown, WV: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2010-132. |
|
|
ACGIH [2007]. Industrial ventilation handbook: a manual of recommended practice for design, 26th edition. Cincinnati, OH: American Conference of Governmental Industrial Hygienists. Bresee R [2008]. Vice President Technical Services, Unimin Corporation, personal correspondence. IARC [1997]. IARC monographs on the evaluation of carcinogenic risks to humans: silica, some silicates, coal dust and para-aramid fibrils. Vol 68. Lyon, France: World Health Organization, International Agency for Research on Cancer. NIOSH [2002]. NIOSH hazard review: health effects of occupational exposure to respirable crystalline silica. Cincinnati, OH: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2002-129. |
|
|
dust control LEV systems metal/nonmetal mining mineral mining mineral processing miners |