
Worker Struck By Multi-piece Rim During Wheel Installation
Alaska Case Report: 03AK006
Summary
A 23-year-old mechanic (the victim) was struck and fatally injured after the sudden release of a side ring from a multi-piece (split) rim. The victim was installing a multi-piece rim wheel that had been serviced by a co-worker the day before the incident. The wheel was remount pressurized, checked, and stored overnight inside a safety cage. The victim retrieved the wheel from the safety cage and began to install it on a dump truck. After the victim hand-tightened all six lug nuts on the spokes, he placed an impact wrench on one of the lug nuts. A co-worker walked over to the victim’s location and was standing behind and to the victim’s side. As the lug nut was tightened, the side ring of the rim released and struck the victim.
Based on the findings of the investigation, to prevent similar occurrences, employers should:
- Establish an inspection program for all (used and new) multi-piece rims to ensure proper matching of parts and serviceability;
- Ensure workers have been trained on proper servicing of multi-piece rims, including demounting, inspection, and mounting procedures;
- Ensure demounting/mounting procedures and rim matching charts are posted in the immediate service area per CFR 1910.177;
- Ensure a competent person inspects all multi-piece rim parts, used and new, before placing in-service, permanently removes all parts deemed unfit for use, and inspects final rim wheel assembly before installation.
In addition,
- Employers, distributors, and manufacturers should consider placing highly visible labels on all rim parts to prompt inspection and matching of identification stamping prior to use.
Introduction
At 12:00PM on June 28, 2003, a 23-year-old male mechanic was fatally injured after being struck by the side ring of a multi-piece tire rim that had suddenly released during installation. On July 1, 2003, Alaska Department of Labor and Workforce Development (AKDOLWD) notified the Alaska Division of Public Health, Occupational Injury Prevention Program. An investigation involving an injury prevention specialist for the Alaska Department of Health and Social Services, Section of Community Health and Emergency Medical Services ensued on July 2, 2003. The incident was reviewed with AKDOLWD officials. Police Department, Fire Department, Medical Examiner, and AKDOLWD reports were requested. A site visit was completed, however the locking ring and flange were not available for inspection. Photographs of these parts were provided by AKDOLWD for review and completion of this report.
The company in this incident was a privately owned construction contracting company. The company established in 2002 from the holdings of a larger timber harvesting and road construction firm that was founded in 1973. Currently, the company employed eight workers, of which two were permanent full-time mechanics (master and journeyman levels). As workload increased during summer months, the company hired seasonal employees as heavy equipment operators and maintenance workers. The victim had approximately five years experience as a mechanic. Three months prior to the incident, he was hired by the company to work part-time while enrolled at a local vocational training program.
The vocational training and education center offered courses in heavy equipment (20 weeks) and diesel engine rebuilding (20 weeks). Students that completed the 40-week program were awarded a certificate in Heavy Diesel Technology. The vocational center also provided some assistance to locate employment between courses and upon completion of the 40-week program. Students that successfully completed course objectives were expected to be capable of accomplishing tasks and other assignments that were appropriate to their knowledge, skill level while gaining work experience through on-the-job training and instruction from their employer.
The victim had completed the 20-week heavy equipment course, and was to start the diesel engine rebuilding course when classes resumed in the fall. In June 2003, he and a fellow student who had also completed the heavy equipment course were hired as full-time seasonal mechanics/oilers. They had been working the company’s maintenance shop for two weeks prior to the incident.
The company did not have a written comprehensive safety program, however employees participated in quarterly toolbox safety meetings and Mines Safety and Health Administration (MSHA) certified safety training. The victim had completed an annual 8-hour MSHA safety and health class approved for an experienced surface miner (quarry worker) that included, but was not limited to, emergency medical procedures, first aid, electrical hazards, hazard communication, hazard recognition, and accident prevention. Vocational center students also received safety training within their individual programs.
Back to Top
Investigation
The incident occurred the lot immediately in front of the maintenance building. This area is used to store heavy equipment and to work on them outside of the building. The yard consisted of pack soil and crushed rock. The area immediately in front of the maintenance building appeared level and even. Weather was sunny and was not considered a factor in this incident.
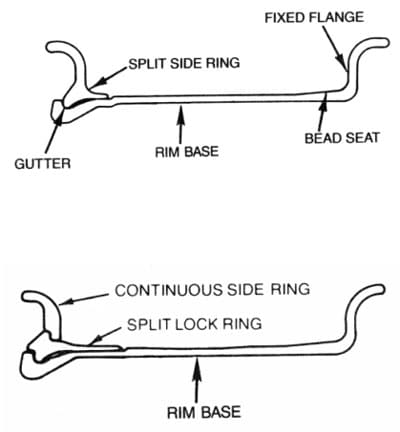
The wheel in this incident was a tube-type tire on a demountable rim (multi-piece). This rim had three pieces consisting of a rim base, a split locking ring, and a continuous side ring or flange (Figure 1). The parts are designed to allow the locking ring to fit into a gutter on the base rim, “locking” the flange in place on the rim when the tire is inflated.
A demountable rim does not have a center disc and is installed on a cast spoke wheel, the axle component to which the demountable rim is clamped. The spoke wheel in the case consisted of a hub and six spokes (Figure 2). Each manufacturer details a bolt pattern to be used to install the wheel, usually in a cross-cross pattern to allow the rim to set evenly against the wheel.
The company had four dump trucks, of which three were in-service, used for hauling material from a quarry to construction sites. The trucks were approximately 30 years old. A fourth (out-of-service) truck at the site was used for salvageable parts to repair the other three trucks. The day prior to the incident, the rim on front, driver side wheel of an in-service truck was found worn and damaged by the master mechanic. He removed the wheel from the truck and instructed the victim’s fellow student/co-worker to change out the rim, remounting the tire onto the undamaged rim from the salvage truck.
Both the victim and the co-apprentice had received generalized instruction at the vocational training program on multi-piece rims including review of OSHA requirements pertaining to the practice, demounting, repair, and mount. However, neither had been checked to assess their individual skills and competency for servicing multi-piece rims. The replacement rim was rusted and it was not cleaned prior to use. Corrosion also prevented visualization of stamping identification on the individual parts. An identification stamping is provided on the rim base, side ring, and flange to ensure compatibility or matching of parts. Stamping identification is based on rim measurements and design—rim width (inside the rim between the two flanges); rim diameter (at the base of the flange); flange height (base to top); contour of the base rim (5º), if present. Since the rim was intact on the salvage truck, it was surmised to be fully compatible. The co-apprentice demounted and remounted the tire and tube as directed. He then placed the remounted tire in a safety cage and aired the tire to 100 psi. Wheel was inspected by the master mechanic and left it in the safety cage overnight.
On the day of the incident, the victim had obtained the tire from the cage while his co-worker was on break. The co-worker returned and found the victim kneeling in front of the left front wheel hub. Single (front) wheels are installed with the multi-piece assembly facing outward, whereas dual (rear) wheels are installed with the multi-piece assemblies facing each other with a spacer band to hold the two rims apart. The victim had placed the rim on the spoke wheel and had screwed the lug nuts onto the spokes.
The manufacturer’s procedure instructed the installer to hand tighten the lug nuts paying close attention to nut tightening sequence (crisscross pattern) and progressive torque application. After hand tightening, the manufacturer’s procedure instruct the installer to tighten lug nuts <50 foot-pounds, and then again to maximum tightness (per manufacturer’s procedure) following the same crisscross pattern throughout the installation.
The victim was using a pneumatic impact wrench with a deep socket to accommodate the height of the lug nut. As the co-apprentice stood behind the victim’s right side, the victim proceeded to tighten the lug nut at the 6 o’clock position and witnessed the rim assembly suddenly release. The locking ring (and possibly the flange) struck the victim. The force of the impact threw him approximately 19 feet from his original position by the truck. The locking ring and flange were found 12 feet and 16 feet, respectively, from wheel.
Post-incident inspection of the rim assembly by an AKDOLWD Occupational Safety and Health Enforcement Officer found that the parts were matched but severely pitted due to heavy corrosion. The locking ring was deformed or “sprung” (Figure 3), and the heavy corrosion obscured the identification stamping, indicating the parts were not cleaned and inspected prior to remounting. All of the aforementioned observations may have been contributing factors in this incident. In addition, post-incident inspection of the maintenance shop found Demounting and Mounting Procedures for Truck/Bus Tires and Multipiece Rim Matching charts (as required under 29 CFR 1910.177) were not posted in the service area. Since a pneumatic impact wrench equipped with a deep socket was used rather than a torque stick or torque wrench, the torque on the lug nut is unknown and could not be determined to be a factor in this incident.
Back to Top
Cause of Death
The medical examiner’s report listed the cause of death as blunt force trauma.
Back to Top
Recommendations/Discussion
Recommendation # 1: Employers should establish an inspection program for all (used and new) multi-piece rims to ensure proper matching of parts and serviceability.
Discussion: Either a sudden release of a rim part or an exploding tire can be catastrophic. Multi-piece rim wheels have frequently been linked in these catastrophic incidents and are a continuing source of serious injury and death in industries where their workers must service wheels that use this type of assembly. Wherever feasible, multi-piece rims should be removed from service and replaced with single piece rims. However, this may not be possible due to the age and make of heavy equipment still in use.
Improper handling, poor assembly, and lack of inspection of rim parts have been identified as direct and contributory factors leading to rim failure. Employers should establish an inspection program for all multi-piece rims. This includes new parts placed in storage. Rim parts should be inspected for any damage and deformity, such as cracks, bent areas (sprung locking rings and irregular, noncircular shape), wear, corrosion and pitting, and welds. Any questionable part should be immediately removed from service and permanently discarded. New parts that appear deformed or improperly fabricated should be immediately returned to the distributor or manufacturer.
Recommendation # 2: Employers should ensure workers have been trained on proper servicing of multi-piece rims, including demounting, inspection, and mounting procedures.
Discussion: In this incident, the victim began installing a wheel that had an improperly assembled multi-piece rim. All workers, regardless of experience, should receive training on each multi-rim produced by different manufacturers and the training should be noted in the worker’s personnel or training file.
Even though assembly of multi-piece rims are generally the same, individual manufacturers’ procedures and specifications must be followed. Manufacturer recommendations must never be confused with manufacturer requirements. Workers should follow all assembly procedures in order to not overlook critical elements including cleaning of surfaces to help ensure sufficient bead formation and proper locking of parts into a solid unit.
In addition to demounting, servicing, and mounting procedures, workers need to be trained on the importance of matching all parts every time a rim is serviced. Parts of a multi-piece rim should never be interchanged unless identification stampings are matched. For this reason, identification stamping is provided on the rim base, side ring, and flange for reference to OSHA’s Multipiece Rim Matching Chart. Of particular importance are the shade areas on the chart designating replacement parts that are no longer manufactured. Servicing should always include inspection of parts for cracks, bent or worn areas, pitting due to corrosion, welds and other deformities indicating that the part should be removed from service
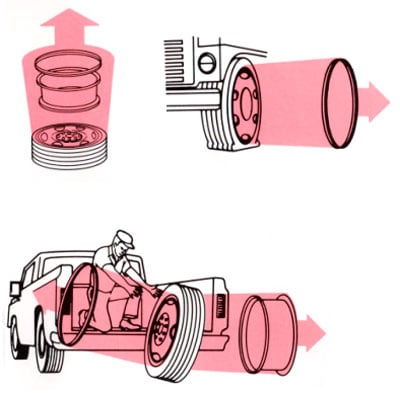
OSHA safety standards for the demounting, servicing, and remounting of single- and multi-piece rim wheels have significantly reduced worker injuries, but it does not eliminate injury that may occur from sudden release of rim parts during transport, movement and installation. Workers should also be trained on avoiding of any potential path that rim parts may travel (trajectory) and minimizing or eliminating activities within trajectory (Figure 4).
Recommendation # 3: Employers should ensure OSHA demounting/mounting procedures and rim matching charts are posted in the immediate service area per CFR 1910.177.
Discussion: An important procedure of the mounting process is matching the identification stamping on the rim assembly parts. This is particularly important when new and used parts are to replace defective parts.
Recommendation # 4: Employers should ensure a competent person inspects all multi-piece rim parts, used and new, before placing in-service, permanently removes all parts deemed unfit for use, and inspects final rim wheel assembly before installation.
Discussion: In this incident, the workers thought that the rim was assembled as directed by the manufacturer’s specifications. Although the rim appeared stabile immediately following mounting and storage overnight, the parts used were not inspected by a competent person. 29 CFR 1910.177 requires workers to be trained on all aspects for the demounting and mounting procedures of multi-piece rims including the inspection, cleaning, matching, and removal from service any part that is defective or of questionable integrity. The competent person is–
- Knowledgeable of manufacturer specifications and recommendations and recognizes the difference between a specification and recommendation;
- Capable of identifying existing and predictable hazards or dangers; and
- Authorized to make prompt corrective actions at the worksite.
Employers should ensure that the competent person inspects all newly received materials and supplies prior to being handled by workers.
Recommendation # 5: Employers, distributors, and manufacturers should consider placing highly visible labels on all rim parts to prompt inspection and matching of identification stamping prior to use.
Discussion: In this incident, inspection and cleaning of the rim and matching of identification stamping were not done. While the replacement rim (in total) was salvage and the implied danger of demounting and mounting of mismatched parts was not a primary causal factor in the incident, workers should be regularly reminded of the associated dangers and hazards of mismatched and defective parts. Employers and manufacturers should consider placing brightly colored labels stating, “Inspect and match all parts prior to use”. Workers will be able to more easily associate a visible reminder to potential hazards.
Back to Top
Figures
|
|
Figure 1. Parts of a demountable two- and three-piece rim
|

|
|
Figure 2. View of wheel assembly
|

|
 |
|
Figure 3. View of deformed or “sprung” locking ring
|
|
|
|
|
Figure 4. Trajectory of multi-piece rim parts
|
Back to Top
References
- National Safety Council. Accident Prevention Manual for Business & Industry: Administration & Programs. 10th ed. Chicago IL; 1992.
- National Wheel & Rim Association. Wheel & Rim Safety Manual. Form W-868, 2003 Edition.
- Office of the Federal Register: Code of Federal Regulations, Labor 29 Part 1910. Washington, DC: U.S. Government Printing Office, 1996.
- U.S. Department of Labor, Occupational Safety and Health Administration. Multipiece Rim Matching Chart. 1995 (Revised).
- U.S. Department of Labor, Occupational Safety and Health Administration. Demounting and Mounting Procedures for Truck/Bus Tires. 1992 (Revised).
- U.S. Department of Labor, Occupational Safety and Health Administration. https://www.osha.gov/external icon
- http://www.workplacesafetynorth.ca/subsite/mine-rescueexternal icon (Link updated 4/8/2013)
Back to Top
Alaska Fatality Assessment and Control Evaluation (FACE) Project
The Alaska Division of Public Health, Section of Community Health and Emergency Medical Services performs Fatality Assessment and Control Evaluation (FACE) investigations through a cooperative agreement with the National Institute for Occupational Safety and Health (NIOSH), Division of Safety Research (DSR). The goal of these evaluations is to prevent fatal work injuries in the future by studying the working environment, the worker, the task the worker was performing, the tools the worker was using, the energy exchange resulting in fatal injury, and the role of management in controlling how these factors interact.
To contact Alaska State FACE program personnel regarding State-based FACE reports, please use information listed on the Contact Sheet on the NIOSH FACE web site Please contact In-house FACE program personnel regarding In-house FACE reports and to gain assistance when State-FACE program personnel cannot be reached.