
Foundry Laborer Electrocuted While Loading Electric Induction Furnace
FACE 89-43
Introduction
The National Institute for Occupational Safety and Health (NIOSH), Division of Safety Research (DSR), performs Fatal Accident Circumstances and Epidemiology (FACE) investigations when a participating state reports an occupational fatality and requests technical assistance. The goal of these evaluations is to prevent fatal work injuries in the future by studying the working environment, the worker, the task the worker was performing, the tools the worker was using, the energy exchange resulting in fatal injury, and the role of management in controlling how these factors interact.
On June 5, 1989, a 22-year-old male foundry laborer was electrocuted when a piece of scrap metal he was loading into a damaged electric induction furnace became energized.
Contacts/Activities
State officials notified DSR of this fatality and requested technical assistance. On July 21, 1989, a DSR Research Industrial Hygienist met with company officials, conducted an investigation, and discussed the incident with state industrial commission personnel.
Overview of Employer’s Safety Program
The employer is a foundry with 30 employees (mostly furnace tenders and laborers). The foundry belongs to a larger parent company with 1,000 employees. The victim was a foundry laborer who had been hired just 2 weeks before the incident. The foundry has a written safety program, and the manufacturing manager conducts safety meetings (shop talks) once a week. The parent company has a full-time safety manager and a corporate safety committee that meets regularly. The safety committee consists of the safety manager, a manufacturing manager from each plant, and union representatives.
Synopsis of Events
The foundry uses electric induction furnaces for melting aluminum, brass, stainless steel, and iron. The furnaces are powered by a 3-phase, 1250-volt electrical system. The outside dimensions of the furnaces are 32 inches in diameter by 4 feet high. The inside of the furnaces are lined with a ceramic material which leaves a mold cavity (i.e., the space in which the metals are melted; also called a rammed refractory) that is 12 inches in diameter by 3 feet deep. A copper tube (electric induction coil) is coiled around the outside of the ceramic refractory. Water circulates inside the copper tube for cooling. The frame and sides of each furnace are constructed of steel. A dead air space exists between the induction coil and the furnace frame. The inside of the refractory is electrically grounded with a metal probe which protrudes up through the base of the refractory. The probe is attached to a flexible grounding wire directly under the furnace that leads to a steel grounding rod. The furnace frame is also grounded (see Figure).
Company standard operating procedures require that after approximately 100 to 120 furnace heats, the ceramic refractory and grounding probe be replaced (due to expected wear on the refractory after repeated heatings). One month prior to the incident, the refractory on one of the furnaces was replaced and the old grounding probe removed, but a new grounding probe was inadvertently left out. The furnace was heated approximately 100 times during the weeks that followed. As a result the refractory began to wear, and developed cracks. (A certain amount of wear is considered “normal.” However, the cracks which developed in this instance are not considered normal wear). Molten metal seeped through cracks between the coil and gradually solidified in the space between the coil and furnace frame. A mound of the metal formed and was in contact with the frame, but not in contact with the coil.
On the day of the incident, the furnace tender (co-worker) was manually loading stainless steel scrap into the open top of the furnace refractory while the furnace was energized and in operation. One scrap metal piece to be loaded was about 3 feet long, 8 inches in diameter, and weighed about 150 lbs. Unable to lift the piece by himself, the co-worker called for the victim to help him. The co-worker was wearing leather gloves and the victim was wearing cotton gloves. Both workers were perspiring profusely. The victim and co-worker both grasped the scrap piece and began lowering it into the furnace refractory, which already contained about 12 inches of molten stainless steel (heated to about 2,600 F). In doing so, the victim had his thighs, just above the knees, resting against the top edge of the furnace frame. The co-worker was not in contact with the furnace frame. The furnace was jarred as it was being loaded, which presumably resulted in further cracking of the ceramic refractory. This caused molten metal to flow through the cracks in the refractory, making contact with the induction coil and metal mound, thus energizing the molten metal, scrap metal piece, and furnace frame. Since the victim’s hands were in contact with the scrap metal piece, and his thighs were in contact with the grounded furnace frame, his body provided a path to ground and he was electrocuted. The victim’s hands “froze” to the piece of scrap metal he was loading. The co-worker, who was also holding the scrap metal piece, felt a slight “tingle” of electric current.
The co-worker immediately turned around and hit the power switch at the furnace control panel 8 feet from the furnace. (Whether the co-worker actually shut off the power at the control panel or the furnace breaker switch had already tripped, is not known.) The victim fell backward to the concrete floor. The co-worker and other foundry workers who were summoned by the co-worker immediately began to administer cardiopulmonary resuscitation (CPR). A local volunteer emergency medical service (EMS) unit was notified and they arrived at the scene in 18 minutes. The EMS personnel continued to administer CPR as the victim was transported to a local medical center. He was pronounced dead on arrival by the attending physician.
Cause of Death
The medical examiner listed the cause of death as electrocution. Electric burn marks were noted on the victim’s hands (entry wounds) and thighs (exit wounds).
Recommendations/Discussion
Recommendation #1: The employer should ensure that all electrically powered equipment is adequately grounded (according to the National Electric Code 250-112).
Discussion: Although the company had a written procedure for changing out furnace refractories (which included installing a new grounding probe with each new refractory), the installation of the new grounding probe after removing the old grounding probe in this instance had been omitted. This resulted in an ungrounded furnace refractory. If it had been properly grounded, when the molten metal leaked through the crack in the refractory and came in contact with the energized coil the current would have gone to ground, causing the breaker to trip, thus greatly reducing the possibility of electric shock to the workers.
Recommendation #2: The employer should ensure that furnace refractories are maintained in good condition.
Discussion: Repeated molten pourings began to cause the furnace refractory to wear prematurely and ultimately crack. The employer and furnace manufacturer should therefore re-evaluate the manufacturer’s recommended number of furnace heats (of 100 to 120). It may be prudent to specify a reduced number of furnace heats before a new refractory and a new grounding probe must be installed.
Recommendation #3: Electric induction furnace manufacturers should develop specific procedures for furnace refractory installation.
Discussion: Although the manufacturer’s operators manual includes a furnace refractory change-out procedure, it does not specifically address the need or importance of installing a new electric ground probe after installing a new refractory. This information should be added in the next revision of the manual, and highlighted as an electrical hazard warning in the written procedures.
Recommendation #4: The electric induction furnace should be re-evaluated to identify possible electrical safety design modifications.
Discussion: Electric induction furnace manufacturers should evaluate whether a built-in solenoid or other type of device that would automatically de-energize (or prevent from energizing) the induction furnace if a ground fault developed within the electrical system of the furnace is feasible. If so, such protection should be incorporated into the design of newly manufactured furnaces. Electric induction furnaces presently in use without this type of device should be retrofitted to prevent this type of incident.
Recommendation #5: The employer should establish a maximum scrap metal size and weight for manual loading into this type of induction furnace.
Discussion: Because of the small interior size of the induction furnaces, each is basically a one-man loading operation. The scrap metal piece being loaded into the induction furnace in this incident weighed approximately 150 lbs. The co-worker was therefore unable to load it into the furnace by himself, so he was assisted by the victim. Since the scrap piece was so large and heavy, it jarred and damaged an already weakened refractory as it was lowered into the furnace. Therefore, such large scrap pieces should be cut into smaller pieces that one worker can easily handle. The employer should determine and specify a maximum scrap metal weight and dimension for manual loading into this type of induction furnace.
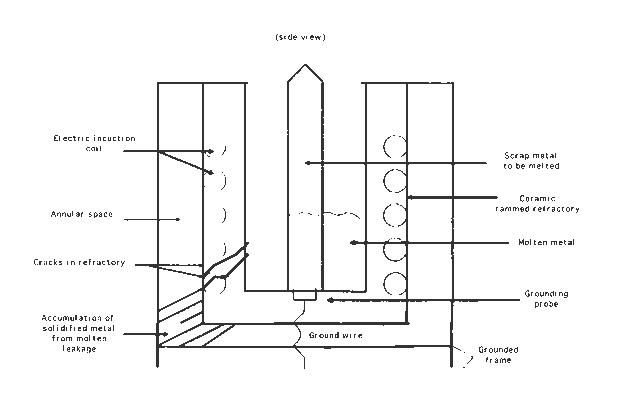
Figure. Electric Induction Furnace