
Industrial Metals Recovery Worker Killed in Explosion
 |
 |
New Jersey FACE 02-NJ-003
Released- January 15, 2003
Amended- March 18, 2003
On January 25, 2002, a 20-year-old acid room worker died and another worker was critically injured after a chemical explosion destroyed part of an industrial metals recovery plant. The incident occurred at the plant during a process that used acid to remove the epoxy coating from electronic components in order to collect the remaining metal. Approximately 800 pounds of capacitors had been soaking overnight when the victim started to remove the material from the acid bath. Unknown to the workers, the organic materials in the capacitors apparently reacted with the acid to create picric acid, an explosive compound. The picric acid exploded with enough force to blow out a large section of the plant’s flat truss roof and concrete walls. The explosion instantly killed the victim and severely injured a second worker who received extensive burns to his head and upper body. Five other plant employees were briefly hospitalized and several employees at neighboring workplaces were treated for chemical exposure. NJ FACE investigators concluded that, to prevent similar incidents, these safety guidelines should be followed:
- Employers should consult with qualified personnel before making major changes to their chemical processes.
- Employers should develop, institute, and enforce standard operating procedures for their chemical and other production processes.
- Employers should conduct a job hazard analysis of all work activities with the participation of the workers.
- Employers and employees should become familiar with available resources on safety standards and safe work practices.
INTRODUCTION
On January 25, 2002, NJ FACE staff received notification through the news media of a fatal explosion that had occurred at a metals recovery plant a few hours earlier. A FACE investigator immediately went to the scene and spoke briefly with the fire commander on site. Company representatives were not available for interview so the investigator photographed the area before leaving the site. The victim’s employer was later contacted and a site visit of the plant was conducted on April 10, 2002. At that time, FACE investigators interviewed company management and employees, photographed the area where the explosion occurred (which was under repair), and photographed the remaining equipment involved in the incident. Additional information was obtained from the police and medical examiner’s reports. Please note that this report was modified on March 18, 2003 to remove proprietary information inadvertently included in the original report dated January 15, 2003.
The victim worked for a company that specialized in recovering metals from recycled industrial and electronic parts. The company was first formed in 1983 and moved to its present location in 1985. In December 1999, the company was purchased by a group of current and former employees with the support of private investors. The company employed 28 workers at the time of the incident, 20 of who were on site when the explosion occurred. Written safety and health programs were limited to an employee handbook.
The victim was a 20-year-old male Hispanic acid room worker who had been employed by the company for over 18 months. Originally hired as a production employee, the victim had previously left the company and returned a short time later. He had been working in the acid room for a month and had been trained by his supervisor (who was also his cousin and roommate).
INVESTIGATION
Background
|
|
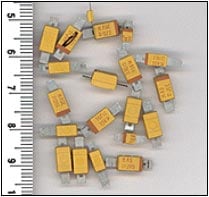
Photo 1 |
The incident occurred at the company’s metal recovery plant, a 20,160 square foot building located in a suburban industrial area. The company specializes in recovering metals from recycled industrial and electronic parts. The company extracts tantalum, molybdenum, and tungsten for use by manufacturing companies. This incident occurred in the tantalum recovery process. Tantalum is a hard, ductile metal with dielectric properties that is used in the manufacture of small electronic capacitors. Tantalum is rare and difficult to purify, so recovery of the metal from scrap electronic parts is an important source of the metal to manufacturers. In the company’s process, rejected tantalum capacitors and other tantalum parts such as fine ductile wires are received from overseas manufacturers for processing. Company representatives stated during the FACE interview that the capacitors were supplied only by known sources. The capacitors involved in this incident were small, the largest measuring approximately seven by four millimeters (see Photo 1). Each capacitor consisted of a small anode of pressed tantalum powder coated with manganese dioxide. The anode is coated again with layers of carbon and silver, and then covered with a heavy epoxy casing. A three millimeter lead extends from each end of the capacitor for connection into the circuit.
The tantalum recovery process was done in the plant’s acid room #2, a large room measuring 60 feet long, 15 feet wide, and 14 feet high. The acid room contained four acid tanks for use with two different types of acid. Ventilation hoods were mounted above the tanks and a sump system was used for disposal of the used acids. The acid tank involved in the incident was a 50-gallon, stainless steel tank measuring two feet by two feet by two feet (Photo 2). The tank was outfitted with a flat, stainless steel cover with four holes (Photo 3). Four stainless steel baskets (Photo 4) were positioned in the tank, one directly under each hole. A worker scooped the capacitor anodes through the lid into the baskets until each basket was filled, usually with about 150 pounds of material. The tank was filled with an acid solution and heated to a prescribed temperature until 11:00 p.m. when a timer shut down the heating element. When the morning shift workers arrived, the anodes were removed from the tank, rinsed with water, and transferred to a second acid solution. This process was repeated until all the impurities were removed. The tantalum was then dried, packed in containers, and sold.

|

|
|
Photo 2 |
Photo 3 |
The company had recently began reusing part of the acid. Each steel acid tank had a drain valve at the bottom front panel of the tank. Workers connected a hose from the drain of a full tank of used acid to the drain of an empty neighboring tank. Both drains were opened, and the acid was gravity fed into the empty tank until the volumes in both tanks were equalized. The workers then drained one tank into the acid sump and topped off the second tank with fresh acid, leaving it with approximately 50% used acid. The process continued as outlined above.
Incident
The explosion occurred on Friday morning, January 25, 2002 at 9:30 a.m. The plant was working two shifts: a day shift of 8:00 a.m. to 4:30 p.m., and a night shift of 3:30 p.m. to 12:00 a.m. On the night before the incident, the victim’s supervisor had started the tantalum recovery process following the company procedure. He brought in an 800-pound drum of tantalum capacitors, which were a newer and larger type than they had processed in the past. He prepared the acid tank, immersing the baskets in the acid, and covered the tank with the stainless steel cover. Some of this acid was reported to have been previously used. He then scooped the capacitors into the baskets until the drum was empty and activated the tank heater. The supervisor later checked to make sure that the heater was off before the plant was closed for the night.

|
|
Photo 4 |
The victim arrived for the day shift the following morning at 8:00 a.m. He went to the acid room to continue work on the tantalum capacitors started by his supervisor the night before. He spoke with the acting plant manager, informing him about a broken acid basket. The manager noticed he was smoking a short cigar at the time (the company had a no smoking policy, which was not enforced). The victim returned to work, unloading the capacitors from the acid bath by pulling the baskets up with a manually-operated portable hoist. The mixture of the organic epoxy and the acid created an explosive compound that detonated while the baskets were being removed. A witness reported seeing the victim standing in front of the tank when it exploded, propelling him 35 feet horizontally and up into the roof trusses. Another employee working behind the victim was severely burned on his upper body and head. The acting plant manager heard the explosion, ran into the area, and saw that the walls had been blown out and that some open gas lines were burning. He shut down the gas lines and went to assist the injured second worker before being summoned by the arriving Fire Marshall.
The first police units arrived within a minute of the first 911 call and found that a large section of the roof had been blown off the building (Photo 5). Due to the nature of the emergency and the recent terrorist attacks of September 11, 2001, the police treated this as a potential terrorist attack and requested backup from EMS, fire department, bomb squad, and state and county hazmat units. Federal OSHA also sent several investigators to the scene. The area was secured, several small fires were extinguished, and the badly injured worker was evacuated by helicopter to a NJ Level 1 trauma center and later transferred to the burn unit of a major Pennsylvania hospital. Several other plant workers were treated for injuries and smoke inhalation, as were employees at a neighboring Public Works facility who were evaluated for possible chemical exposure. A chemical decontamination area was established and many of the employees on the scene were decontaminated due to possible acid exposure. The victim, who was killed instantly, suffered multiple injuries including traumatic amputation of his arms. He was pronounced dead at the scene at 4:30 p.m. The police cleared the scene at 5:17 p.m.

Photo 5
Acid Room Shortly After the Explosion
Investigations
A number of local, state, and federal agencies investigated the circumstances of this incident. The police thoroughly investigated the scene and interviewed all available employees and witnesses. It was noted that some of the employees only spoke Spanish and were interviewed through an interpreter. Federal OSHA assigned an industrial hygienist and safety specialist to investigate the cause and to determine it the company was in compliance with Federal safety and health standards. Additionally, the company hired a forensic chemistry firm to investigate the chemical reactions leading to the explosion. The following summarizes the major findings and conclusions of these investigations:
Police: The police did a thorough room-to-room examination of the site soon after the explosion. An examination of the acid room found cigarette butts on the floor and numerous butts in the acid tanks. A bomb squad detective hypothesized that the explosion might have been caused by a fuel-air explosion, possibly from hydrogen formed by the acid process. However, they did note the obvious explosive damage to the acid tank.
Federal OSHA: The initial OSHA investigation found residual explosive nitrated compounds using a portable test kit at the scene. More definitive tests were done by the OSHA analytical lab in Salt Lake City. The OSHA chromatography test results determined the cause of the explosion to be due to the creation of picric acid formed from the reaction of acid and organic compounds. Picric acid is shock sensitive and OSHA concluded that it detonated as the tank was being emptied.
Forensic chemist: This firm, retained by the employer, found that a laboratory re-creation of the reaction resulted in an uncontrolled release of heat.
Other observations: It was noted that 321 pounds of capacitor anodes remained in the acid tank after the explosion. The amount of organic material in the acid may have been unusually high due to the following circumstances:
- Eight hundred pounds of material were added to the acid tank, which was 200 pounds more than the amount usually added. This increased the amount of organic material in the acid by 33%, while potentially reducing the amount of acid in the tank by displacement. In addition, this extra material presumably caused the open stainless steel baskets to overflow, depositing material on the bottom of the tank. This material was susceptible to shock as the heavy steel baskets were removed from the tank.
- The capacitor anodes added to the acid in this incident were of a newer, slightly larger type. It is possible that these capacitors contained more epoxy by weight than other types formerly processed. It is also possible that the chemical composition of these capacitors may have been different than previous batches.
- The practice of reusing acid from previous batches would result in an unknown amount of dissolved organic material being in the acid even before the new material was introduced. Using acid from dissimilar batches might also introduce different organic materials that could react unfavorably when mixed together in the acid.
RECOMMENDATIONS/DISCUSIONS
Recommendation #1: Employers should consult with qualified personnel before making major changes to their chemical processes.
Discussion: The major cause of this incident was the creation of picric acid due to the mixture of organic compounds and acid, partly a result of a process change in which the company switched acids to obtain a cleaner product. The change was overseen by the company technical director, a PhD inorganic chemist. Although qualified in his field, he was apparently not aware of the dangers of mixing these organic compounds. NJ FACE recommends that all major changes to any chemical process should be preceded by extensive research and consultation with qualified experts, such as an organic chemist experienced in industrial processes. It was noted following the investigation that the company has totally redesigned the tantalum process using different, safer procedures and chemicals.
Recommendation #2: Employers should develop, institute, and enforce standard operating procedures for their chemical and other production processes.
Discussion: Eight hundred pounds of capacitors were loaded into the acid tank, 200 pounds more than the usual amount of material for this process. Also, reusing the acid may have caused a greater amount of residual organic compounds to be present at the beginning of the process. It is not clear if these actions were part of or in conflict with general company practice at the time of the incident. NJ FACE recommends that the company develop written standard operating procedures that clearly state exactly how a process will be followed. These procedures should be well researched to ensure safety (see Recommendation #1), and employees should be thoroughly trained in the procedures.
Recommendation #3: Employers should conduct a job hazard analysis of all work activities with the participation of the workers.
Discussion: NJ FACE recommends that employers conduct a job hazard analysis of all work areas and job tasks with the employees. A job hazard analysis should begin by reviewing the work activities that the employee is responsible for and the equipment that is needed. Each task is further examined for mechanical, electrical, chemical, or any other hazard the worker may encounter. The results of the analysis can be used to design or modify a written employee job description. Additional information on conducting a job hazard analysis is included in the appendix.
Recommendation #4: Employers and employees should become familiar with available resources on safety standards and safe work practices.
Discussion: It is extremely important that employers obtain accurate information on safety and applicable OSHA standards. The following sources of information may be helpful:
US Department of Labor, OSHA
Federal OSHA will provide information on safety and health standards on request. OSHA has several offices in New Jersey that cover the following counties:
Hunterdon, Middlesex, Somerset, Union, and Warren counties………………..(732) 750-3270
Essex, Hudson, Morris, and Sussex counties…………………………………………(973) 263-1003
Bergen and Passaic counties………………………………………………………………(201) 288-1700
Atlantic, Burlington, Cape May, Camden, Cumberland, Gloucester,
Mercer, Monmouth, Ocean, and Salem counties……………………………………(856) 757-5181
Federal OSHA Website: www.osha.govexternal icon
NJ Public Employees Occupational Safety and Health (PEOSH) Program
The PEOSH act covers all NJ state, county, and municipal employees. Two state departments administer the act; the NJ Department of Labor (NJDOL) which investigates safety hazards, and the NJ Department of Health and Senior Services (NJDHSS) which investigates health hazards. PEOSH has information that may also benefit private employers.
NJDOL, Office of Public Employees Safety
Telephone: (609) 633-3896
Website: http://lwd.dol.state.nj.us/lsse/employer/Public_Employees_OSH.htmlexternal icon (Link updated 3/25/2013)
NJDHSS, Public Employees Occupational Safety & Health Program
Telephone: (609) 984-1863
Website: www.state.nj.us/health/eoh/peoshwebexternal icon
NJDOL Occupational Safety and Health On-Site Consultation Program
Located in the NJ Department of Labor, this program provides free advice to private businesses on improving safety and health in the workplace and complying with OSHA standards.
Telephone: (609) 292-3923
Website: http://lwd.dol.state.nj.us/labor/lsse/employer/Occupational_Safety_and_Health_Onsite_Consultation_Program.htmlexternal icon (Link updated 4/1/2009)
New Jersey State Safety Council
The NJ State Safety Council provides a variety of courses on work-related safety. There is a charge for the seminars.
Telephone: (908) 272-7712
Website: www.njsafety.orgexternal icon
Internet Resources
Other useful internet sites for occupational safety and health information:
www.cdc.gov/niosh – The CDC/NIOSH website.
www.dol.gov/elaws/external icon – USDOL Employment Laws Assistance for Workers and Small Businesses.
www.nsc.org/Pages/Home.aspxexternal icon – National Safety Council. (Link updated 11/17/2009)
www.state.nj.us/health/eoh/survweb/face.htmexternal icon – NJDHSS FACE reports.
www.cdc.gov/niosh/face/faceweb.html – CDC/NIOSH FACE website.
Fatality Assessment and Control Evaluation (FACE) Project
Investigation # 02-NJ-003
Staff members of the New Jersey Department of Health and Senior Services, Occupational Health Service, perform FACE investigations when there is a report of a targeted work-related fatal injury. The goal of FACE is to prevent fatal work injuries by studying the work environment, the worker, the task and tools the worker was using, the energy exchange resulting in fatal injury, and the role of management in controlling how these factors interact. FACE investigators evaluate information from multiple sources that may include interviews of employers, workers, and other investigators; examination of the fatality site and related equipment; and review of records such as OSHA, police, and medical examiner reports, and employer safety procedures, and training plans. The FACE program does not seek to determine fault or place blame on companies or individual workers. Findings are summarized in narrative investigation reports that include recommendations for preventing similar events. All names and other identifiers are removed from FACE reports and other data to protect the confidentiality of those who participate in the program.
NIOSH funded state-based FACE Programs include: Alaska, California, Iowa, Kentucky, Massachusetts, Michigan, Minnesota, Nebraska, New Jersey, New York, Oklahoma, Oregon, Washington, West Virginia, and Wisconsin.
To contact New Jersey State FACE program personnel regarding State-based FACE reports, please use information listed on the Contact Sheet on the NIOSH FACE web site. Please contact In-house FACE program personnel regarding In-house FACE reports and to gain assistance when State-FACE program personnel cannot be reached.
|
|
NJ Department of Health & Senior Services |
|
Back to New Jersey FACE reports
Back to NIOSH FACE Web