
Iron Production Worker Crushed in Machinery
Nebraska FACE 95NE012
SUMMARY:
A 24-year old iron production worker was killed when he was caught between a charge bucket and a metal chute which funneled material into the charge bucket. The victim had his body positioned between the charge bucket and the metal chute when the bucket automatically started raising and caught him between the upper lip of the bucket and the metal chute. He received massive body trauma and was pronounced dead at the scene.
The Nebraska Department of Labor (NDOL) Investigator concluded that to prevent future similar occurrences employers should:
- Install machine guarding around the charge bucket.
- Develop, utilize and enforce a lockout/tagout program to protect employees from potentially hazardous energy.
- Develop, implement and enforce a comprehensive safety program that includes, but is not limited to, training in all hazard recognition.
PROGRAM OBJECTIVE:
The goal of the workplace investigation is to prevent work-related deaths or injuries in the future by a study of the working environment, the worker, the task the worker was performing, the tools the worker was using, and the role of management in controlling how these factors interact.
This report is generated and distributed solely for the purpose of providing current, relevant education to the community on methods to prevent occupational fatalities and injuries.
INTRODUCTION:
On January 31, 1995, a 24 year-old iron production worker died as a result of injuries sustained when he was caught between a moving charge bucket and a stationary metal chute. The FACE investigator read about the incident in the paper on February 1, 1995. A site visit was made by the Nebraska FACE investigator on February 6, 1995, at which time the employer and employees were interviewed.
The employer is a gray iron foundry which has been in business for 49 years. The company employs 120 people. This was the first fatality in the history of the company. The company did not employ a full-time safety individual. Although, the company had a written safety program they did not have written safety rules and procedures for the task being performed at the time of the incident. At the time of the incident the victim was working outdoors by himself and there were no witnesses to the accident.
INVESTIGATION:
The victim, who had been employed with this company for six months, had been working about two hours when the 8:00 am incident occurred. The victim was working by himself in an outdoor area referred to as the “charging yard”. He was responsible for keeping the charging bucket filled. The bucket is filled from three sources. There is an oscillating conveyor (figure 1) that feeds scrap iron into the front of the bucket and two chutes that feed coke and limestone into the side of the bucket (figure 2). The bucket, in the lowered position, rests on sensors in a pit approximately two feet below ground level. When the sensors detect a preset load weight the bucket automatically begins raising. The preset load weight for the bucket at the time of the incident was 1200 lbs. and the contents of the bucket was weighed after the incident and it was 1200 lbs. Once activated, the bucket, which rides on two rails, is hoisted by a cable driven by an electric motor. The bucket travels approximately 45 feet up the rails and dumps the scrap iron into the cupola (the blast furnace for remelting iron). The bucket then returns to the bottom to be reloaded with preset amounts of scrap iron, coke and limestone. When the bucket reaches the preset load weight, it begins the cycle again. The bucket goes through approximately 200 cycles in a typical eight hour workday.
There were no witnesses to the incident, but from the physical evidence the following is the most probable scenario. The victim apparently leaned over the bucket positioning himself between the upper left lip of the bucket and the lower edge of the limestone chute (figure 2). The bucket began automatically raising and caught the victim in the chest and continued raising. A coworker inside the building heard the victim scream and ran outside and pushed the emergency stop button for the bucket. By this time (approximately 20 seconds), the bucket had traveled about 2/3 of the way to the top of the rails and the victim was lying in the pit the bucket lowers into. The coworker immediately called 911 who responded and pronounced the victim dead at 8:05 am.
Pictures taken immediately following the incident showed some metal protruding from the front of the bucket. The victim probably had attempted to put this back in the bucket when the bucket automatically began raising catching him.
There was no guarding around the bucket to preclude individuals from getting caught in nip points. When questioned, a worker stated the proper procedure to clear protruding pieces from the bucket was to shut off the power and walk to the other side of the bucket, away from the nip points. Once cleared, power was reapplied. This was not a written procedure nor was it part of the company lockout/tagout program. The procedure was not followed in this incident.
CAUSE OF DEATH:
The cause of death, as stated on the death certificate, was massive body trauma.
RECOMMENDATIONS/DISCUSSION:
Recommendation #1: Install machine guarding around the charge bucket.
Discussion: Machine guarding around the charge bucket in accordance with 29 CFR 1910.212 (a) could have prevented this fatality. A good guard could include an access door on the right side of the bucket, away from the nip points. This door could be equipped with a microswitch which would remove power to the bucket when the door is opened. This would not be in lieu of proper Lockout/Tagout procedures but an added safety feature.
Recommendation #2: Develop, utilize and enforce a lockout/tagout program to protect employees from potentially hazardous energy.
Discussion: Had Lockout/Tagout procedures in accordance with 29 CFR 1910.147 (c)(4)(i) been available and used this fatality could have been prevented.
Recommendation #3: Develop, implement and enforce a comprehensive safety program that includes, but is not limited to, training in all hazard recognition.
Discussion: A comprehensive safety program should have addressed the hazards involved with the charging bucket operation. To ensure safety program compliance, spot inspections by supervisors, safety personnel etc., should be conducted regularly to verify proper procedures are being followed. An effective safety program should instill an attitude in both employers and employees that safety will never be compromised.
Note: Employers should do a periodic Job Hazard Analysis (JHA) on tasks to ensure they are being performed safely. A JHA on this particular task should have identified the need for guarding as well as the need for an effective lockout/tagout procedure. If a company does not have the internal expertise to do effective JHA’s they should consider hiring a safety consultant or taking advantage of the free services that are available in their states such as the On-Site Safety and Health Consultation Program which is available in Nebraska.
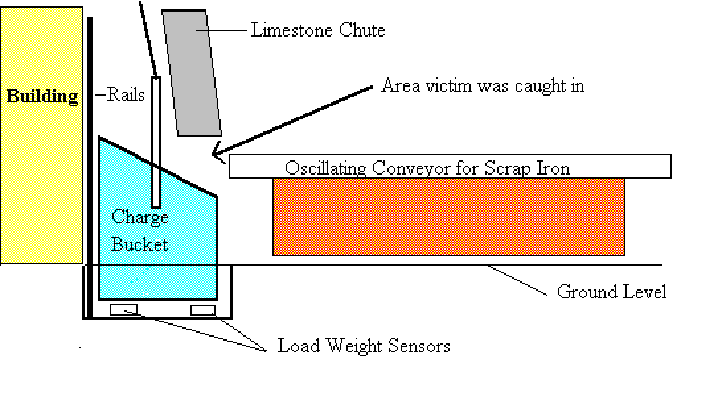
Figure 1. Side View – (Coke Chute not Pictured)
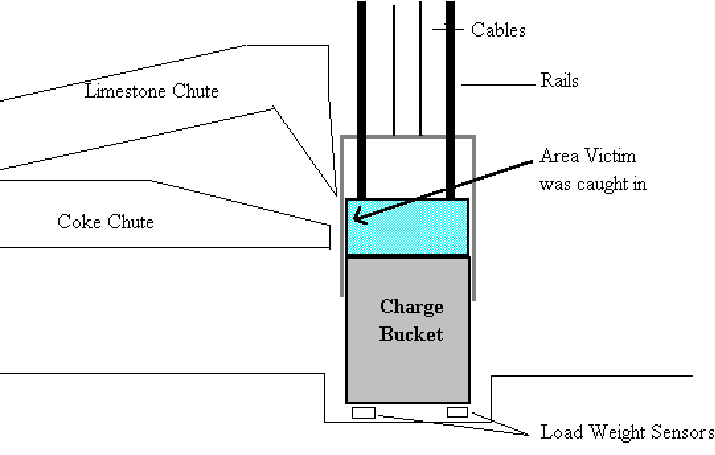
Figure 2. Front View – (Oscillating Conveyor not shown)
To contact Nebraska State FACE program personnel regarding State-based FACE reports, please use information listed on the Contact Sheet on the NIOSH FACE web site Please contact In-house FACE program personnel regarding In-house FACE reports and to gain assistance when State-FACE program personnel cannot be reached.