
Co-Owner of Metal Forge Shop Dies When an Ejected Piece of Steel Used as a Stop Block in a Full Revolution Press Strikes Him in the Chest
Investigation: # 03MI029
SUMMARY
 |
| Figure 1. “Bender” press |
On April 3, 2003, a 62-year old forging company co-owner died when a solid metal cylinder he had placed on the stripping plate of a full-revolution press struck him in the chest when the press cycled. The firm was initiating a new operation – trimming a rubber boot to protect steering linkages from dirt and other contamination. The die set had been purchased from the company from which the forging company had previously outsourced this operation. The forging company did not purchase the press in which the die set was used. The victim installed the die set in the “bender” press; a full revolution press (See Figure 1). The “bender” was selected because the bed size of the “bender” was appropriate for the die set. One rubber boot trim run had been performed, but the boot was not completely trimmed; hand trimming was necessary. The victim placed a piece of solid, cylindrical steel, measuring 4” long, 1 7/8” diameter on the front edge of the die stripping plate to act as a stop block. The victim activated the “bender” by pressing the dual palm buttons without removing the steel cylinder. He may have sat down in front of the press on a stool. When the ram came down, it contacted the cylindrical piece of steel. When the ram contacted the steel, it caused the stripping plate to unevenly depress at an angle toward the victim instead of horizontally. This caused the piece of steel to be forcefully ejected from the press and strike the victim in the chest. The co-owner working in a different shop area heard two loud noises, turned, and saw the victim fall to the ground. Another worker called 911 while the co-owner initiated CPR. Emergency response arrived and transported the victim to a local hospital where he died.
RECOMMENDATIONS
- Install an electrically integrated safety block and barrier guard to permit safe work operations.
- Conduct a task analysis and develop task-specific safe work procedures when beginning new work to identify potential safety issues and solutions.
- Ensure 2-hand trip buttons are the appropriate distance from the work operation.
- Although not a factor in this death, MIFACE recommends that after a new operator is assigned to a press, employers complement the 8 hours of press operator training recommended by Federal OSHA by extending the period of time the new operator works under the close supervision of an experienced operator to enable the new operator to understand the interaction between the press, die, and product.
INTRODUCTION
On April 3, 2003, a 62-year-old forging company co-owner died when a piece of steel struck him in the chest when a full revolution press cycled. On Friday, April 4, 2003, MIFACE investigators were notified of the fatality by a newspaper article. Later that day, MIFACE was informed by the Michigan Occupational Safety and Health Act (MIOSHA) personnel, who had received a report on their 24 hour-a-day hotline, that a work-related fatal injury had occurred on April 3, 2003. On June 5, 2003, the MIFACE researcher interviewed the co-owner who was also working in the shop at the time of the incident. At the time of the interview, the co-owner escorted the MIFACE researcher into the shop where she was able to observe and take pictures of the steel that struck the victim, the die and press involved in the incident. The company permitted a follow-up visit by the MIFACE researcher to photograph the safety block and press guard. During the course of writing the report, the autopsy results, death certificate, police report, and the MIOSHA citations were obtained.
The company was issued 4 alleged serious citations. Three citations were for violations of Part 24, Mechanical power Presses. Part 24, Rule 2463 requires the distance between each two-hand trip and point of operation be greater than the distance determined by the formula prescribed in Rule 2463(8)(c) on full revolution clutch presses; the distance between the trips and the press did not meet the minimum safety distance. Part 24, rule 2476 requires that dies be fastened securely; the upper dies of the press were inadequately secured. The third citation involving Part 24 was a violation of rule 2477(4) that required means to prevent cycling of the press during die repair with safety blocks in place; the firm was not enforcing lockout when the victim was making repairs to dies in the press and using a die block (4” long, 1 7/8” diameter cylindrical steel referred to in Summary) that was not interlocked. The fourth citation concerned the Control of Hazardous Energy Sources, Part 85, Rule 1910.147(c)(4)(i) adopted by Rule 8502 required the development, documentation and utilization of procedures for the control of potentially hazardous energy when employees are engaged in service or maintenance of machines or equipment where unexpected energization, start-up or release of stored energy could occur. There were no machine-specific procedures established for the press that the victim was working on.
The company has been in business for 15 years, specializing in steering linkage for heavy equipment. The company had 3 employees, one office worker and the co-owners who both worked in the shop to form the product line. The victim worked full time, approximately 8-hour days. He had at least 44 years of experience operating a press. The victim had worked 7 years at this site. The company had a written health and safety program, including lockout/tagout. The victim had worked at various companies during his work history and had a great deal of experience in setting up dies and operating many different types of presses, including full revolution presses. At a previous place of employment, he had received over 2000 hours of press operation time and had been classified as a full revolution press operator. Press inspections had been performed and documented.
INVESTIGATION
The rubber boot cutting operation was a new operation for the company; the company had previously outsourced this task to an out-of-state firm. Approximately nine months prior to the incident, the out-of-state firm was no longer able to perform the work. The company owners bought back the dies from the out-of-state company and determined that they would perform the rubber boot trim operation instead of identifying another company to outsource the task. The company did not purchase the press in which that the dies were originally installed.
The company did not have any manuals for the “bender” press. The “bender” did not have a serial number or other identifying information. The company co-owner estimated that the press was manufactured sometime between 1940 and 1950, and was an approximately 8-ton press. The “bender” was normally used to bend metal, specifically press drag links. The “bender” was a full revolution press. It consisted of a moving slide (ram) guided in a definite path by the press frame and a stationary bed. The lower die was attached to the press’s base plate, the plate attached to the top of the stationary bed having drilled holes to T-slots; the upper die attached to the ram. The “bender” did not have an interlocked press barrier guard attached to the press frame or bolster. There was a metal mesh guard at the rear of the press. (See Figure 1) The press did have a barrier guard when used as a “bender”; the barrier guard was impractical for the boot cutting operation and was not installed on the press for this job.
The rubber boot, which protects the steering bearings from dirt and other contaminants, was loaded manually by hand into the press. To activate the clutch, two palm buttons must be depressed simultaneously. When the clutch is tripped and the flywheel engaged it cannot be disengaged until the crankshaft completes its full revolution. An emergency stop button cannot stop the downward and upward strokes of the ram once the crankshaft is engaged; the ram will complete the entire revolution and return to the start (up) position.
The victim installed the upper and lower dies on the “bender” press to trim the rubber boot. Figure 2 shows the die set used in the rubber boot trim operation. Attached to the bottom die was the stripping plate. The stripping plate was attached by four springs to the bottom die. When the press is activated and the upper ram moves downward and comes into contact with the stripping plate, the stripping plate goes down with the ram, but doesn’t touch the bottom die. In this way, excess boot material can be stripped without damaging the product and
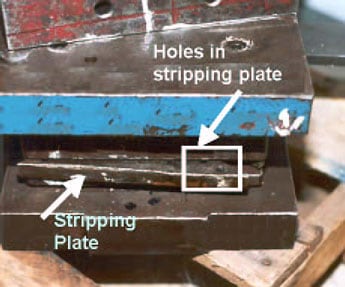
The first run produced defective parts; the rubber was not completely trimmed from the boot and needed further hand trimming. To correct this problem, the victim had taken the dies out of the press and sharpened them. The fatal incident occurred when he restarted the press after he installed the sharpened dies. It appears the victim had placed a cylindrical piece of solid steel 17/8” in diameter and 4” long on the top edge of the stripping plate, nearest to him (See Figure 3). He was using the steel as both a measurement tool for the die and as a stop block to ensure that the top ram would not go down too far (bottom out) on the lower die pins.
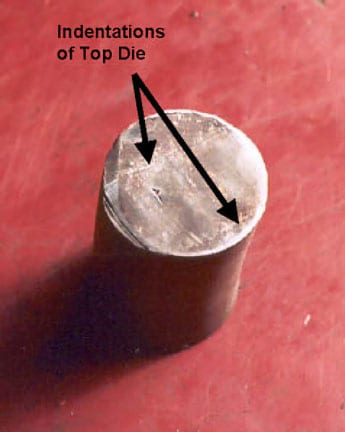
A stool was located in front of the press. The victim activated the press with the piece of steel on the stripping plate. It is unknown if the victim was seated on a stool in front of the press when the incident occurred; if seated on the stool facing the press, he had a good view of the ram movement. He may have noticed the steel on the stripping plate and tried to remove it (there were cuts on his right hand). Under normal operation, when the ram comes down, the stripping plate will depress evenly. At the time of the incident, when the ram came down and contacted the piece of steel on the front side of the stripping plate causing the stripping plate to depress unevenly – the front side was lower than the back side of the stripping plate. Figure 3 and Figure 4 show the force of the dies on the stop block. Figure 3 shows the mark on the chunk of steel where it was contacted by the upper die. Figure 4 shows the pinch mark where the steel was placed on the edge of the stripping plate and indentations on the steel that matched the holes on the stripping plate.
 |
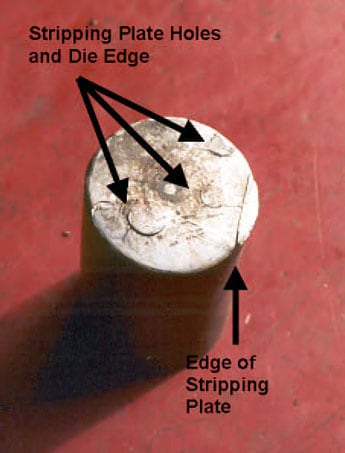 |
| Figure 3. Indentations from top die on steel used by victim | Figure 4. Indentations from stripping plate on steel used by victim |
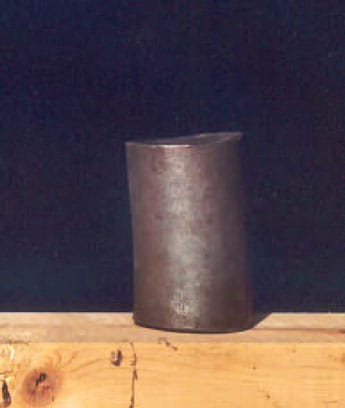
Because of the location of the piece of steel on the stripping plate and the downward force of the ram, the chunk of steel was propelled from its position on the stripping plate at a high velocity away from the press, toward the victim. Figure 5 shows the deformation of the cylindrical piece of steel caused by the force of the press. The piece of steel struck him in the chest. The co-owner was working approximately 20 feet away. He heard two bangs; heard the victim yell and looked over to see the victim on the ground. The co-owner provided CPR while the office worker called 911. Emergency response arrived and transported the victim to the hospital, where he died of his injuries.
CAUSE OF DEATH
The cause of death as stated on the death certificate was blunt force injuries of the chest. The results of all toxicological tests were negative.
RECOMMENDATIONS/DISCUSSION
- Install an electrically integrated safety block and barrier guard to permit safe work operations. After the death the company designed and installed a MIOSHA compliant electrically integrated safety block for the press. A safety block is defined as a prop that is inserted between the upper and lower dies or between the bolster plate and the face of the slide that prevents the slide from falling of its own deadweight. Figure 6 shows the safety block and its electrical interlock. A chain is permanently connected to the safety block and the female plug is connected to the male end of the interlock plug. By design, the chain is too short in length and cannot be used as a safety block when the press is in operation by the press operator unless the chain is unplugged from the male end. When the chain is unplugged from the male end, all power is cut from the press and the safety block may be used. Also after the incident, a barrier guard was designed and installed on the press to prevent operator injury from flying objects when the press is in use. Figure 7 shows the company-designed barrier. The barrier can be attached to the front of the press. The “doors” on either side of the barrier allows the operator to load and unload the part.
- Conduct a task analysis and develop task-specific safe work procedures when beginning new work to identify potential safety issues and solutions. The victim’s company was undertaking a new type of press operation and new product line and did not have experience in this type of operation. The company did not purchase the press that originally had the die installed requiring the company to convert an existing press designed for other purposes to trim the rubber boot. Since the boot trim operation was an unfamiliar task, a job hazard analysis would have identified possible hazards so a task-specific safe work procedure to minimize the possibility of employee injury could be developed. A copy of the OSHA Job Hazard Analysis publication is included with this report as Attachment A. This document may also be found and downloaded from the OSHA website: www.osha.gov/external icon. Click on the Newsroom Publications link, and scroll down the OSHA publications until the “Job Hazard Analysis” document is found. A job hazard analysis would have identified the potential for employee injury if the die setting block was placed on the front outward edge of the stripping plate. Although the victim was an experienced die setter, familiarity with a task often leads to a lax attitude regarding the steps to be followed to perform a job safely. Periodic reinforcement of safe work practices and safety training serves to remind experienced workers that they can never become complacent. The Kentucky Labor Cabinet, Division of Education and Training developed a Mechanical Power Press Safety publication to assist employers and employees to comply with health and safety standards. The Mechanical Power Press publication contains an example of a written die setting procedure. The State of Kentucky’s Mechanical Power Press publication can be found on the Internet at http://www.summitholdings.com/safety/safetyprograms/ky/mechanicalpowerpress.pdf (Link updated 3/25/2013 – no longer available 3/12/2013)MIOSHA Consultation, Education and Training (CET) Division maintains a free video loan service for use by Michigan employers and employees. The only charge to Michigan employers or employees is the cost of returning the borrowed items. A current catalog of safety and health training videotapes may be obtained from the CET Division. Videotapes must be reserved at least 30 days in advance. Contact the CET Division at 517-322-1809 or by the Internet at www.michigan.gov/lara/0,4601,7-154-61256_11407_15317—,00.htmlexternal icon. (Link updated 3/27/2013) Click on Workplace Health and Safety, and then click on Consultation, Education and Training.
- Ensure 2-hand trip buttons are the appropriate distance from the work operation. MIOSHA General Industry Safety Standard, Part 24, Mechanical Power Press, Rule 2463(7) and Rule 2463(8) state the requirements for 2-hand control devices and how far they must be located away from the point of operation to provide operator protection (safety distance).The safety distance between the 2-hand trip and the point of operation shall be greater than the distance determined by the following formula:Dm=63 inches/second x Tm; where:Dm = minimum safety distance (inches); 63 inches/second=hand speed constant; andTm= the maximum time the press takes for the die closure after it has been tripped (seconds).NOTE: For full-revolution clutch presses that have only 1 engaging point, Tm is equal to the time necessary for 1½ revolutions of the crankshaft. NOTE: For full-revolution clutch presses that have more than 1 engaging point, Tm shall be calculated as follows:
formula to calculate the safety distance between the 2-hand trip and the point of operation Tm=1/2 + Number of engaging
points per revolutionx time necessary to complete
1 revolution of the crankshaft (seconds)The co-owner did not know how many engaging points were on the clutch; therefore, to provide the optimal operator protection, one engaging point should be assumed when determining the location of the 2-hand trips.
- Although not a factor in this death, MIFACE recommends that after a new operator is assigned to a press, employers complement the 8 hours of press operator training recommended by Federal OSHA by extending the period of time a new operator works under the close supervision of an experienced operator so the new operator can fully understand the interaction between the press, die, and product. As a point of clarification, press “operator” training normally doesn’t cover the activities the deceased was performing. Removing, installing, sharpening and adjusting dies are normally considered “die setter” functions. In this establishment the operator and die setter are one and the same; in bigger shops this may not be the case. In a “one person” press department the employee would need operator, die setter, as well as press inspection and maintenance training.The MIOSHA Part 24 Mechanical Power Press standard, Rule 2411 (1) and (2) contains the employer responsibilities for training and instructing operators in the safe method of work before starting work on any operation covered by the standard. The MIOSHA standard does not contain a provision requiring a certain number of hours of training. Federal OSHA suggests the employees who are going to operate presses should receive a minimum of eight hours of on-the-job training under supervision prior to being assigned to operate the press. The eight hours of training may suffice to learn how to operate a machine, but, according to the forging shop co-owner, a press is more than just a machine. It is a relationship between the “press” and the “die” and the product. Each press machine is set up by the die setter to perform a specific task. With different dies come different safety concerns. In this case, the press was a “bender” – it normally “bends” metal. The press, with an exchange of dies, could now do something different, it could trim rubber. According to the co-owner, a common press operator experience of learning about a press is when something goes dramatically wrong with the press and the piece is forcefully ejected or a die crashes down. A new operator, after initial training, should continue to work under the close supervision of an experienced person so he/she can learn about the press/die/product relationship. Working for an extended period of time with an experienced operator will complement the 8 hours of press operator training to enable the new operator to learn what to look for during the press operation, what sounds are “not normal”, product “deformities” that can indicate press malfunction, etc. This ensures not only safe press operation but also what can go wrong as the press operates. Safety issues do not revolve only around the press, they also revolve around the die – it is important to look at the die/press relationship to obtain a true safety perspective about the whole unit. So an operator can obtain a true safety perspective about the press/die/product, MIFACE recommends more than the 8 hours of training recommended by federal OSHA. This will permit operators to gain the experience and skills necessary to observe the press operation so as to ensure his/her safety, machine and product integrity.


REFERENCES
MIOSHA Standards cited in this report can be directly accessed from the Consumer and Industry Services, MIOSHA website http://www.michigan.gov/lara/0,4601,7-154-61256_11407_15368—,00.htmlexternal icon. (Link updated 3/27/2013)
The Standards can also be obtained for a fee by writing to the following address: Department of Consumer and Industry Services, MIOSHA Standards Division, P.O. Box 30643, Lansing, MI 48909-8143. MIOSHA phone number is (517) 322-1845.
- MDCIS, MIOSHA General Industry Safety Standard, Part 24, Mechanical Power Presses
- U. S. Department of Labor, Occupational Safety and Health Administration (OSHA), Job Safety Analysis. Internet address: https://www.osha.govexternal icon. This site also contains the OSHA Machine Guarding e-tool. Internet address: https://www.osha.gov/SLTC/etools/machineguarding/index.htmlexternal icon
- Current Intelligence Bulletin 49, Injuries and Amputations Resulting From Work with Mechanical Power Presses, National Institute of Occupational Safety and Health (NIOSH), Centers for Disease Control, 1987. Download Bulletin from Internet address: www.cdc.gov/niosh/ (Link updated 12/11/2007) Follow the links Publications and Products then NIOSH Publications list.
- MIOSHA Consultation, Education and Training (CET) Division
- Kentucky Labor Cabinet, Division of Education and Training, Mechanical Power Press Safety, Kentucky Occupational Safety & Health Program, 1047 U.S. 127 South, Suite 4 Frankfort, Kentucky 40601. Internet Address: http://www.summitholdings.com/safety/safetyprograms/ky/mechanicalpowerpress.pdf (Link updated 3/25/2013 – no longer available 8/12/2013)
MIFACE (Michigan Fatality and Control Evaluation), Michigan State University (MSU) Occupational & Environmental Medicine, 117 West Fee Hall, East Lansing, Michigan 48824-1315. This information is for educational purposes only. This MIFACE report becomes public property upon publication and may be printed verbatim with credit to MSU. Reprinting cannot be used to endorse or advertise a commercial product or company. All rights reserved. MSU is an affirmative-action, equal opportunity employer. 11/14/03
To contact Michigan State FACE program personnel regarding State-based FACE reports, please use information listed on the Contact Sheet on the NIOSH FACE web site Please contact In-house FACE program personnel regarding In-house FACE reports and to gain assistance when State-FACE program personnel cannot be reached.
MIFACE
Investigation Report # 03 MI 029
Evaluation
| To improve the quality of the MIFACE program and our investigation reports, we would like to ask you a few questions regarding this report. | |||
| Please rate the following on a scale of: | |||
| Excellent | Good | Fair | Poor |
| 1 | 2 | 3 | 4 |
| What was your general impression of this MIFACE investigation report? | |||
| Excellent | Good | Fair | Poor |
| 1 | 2 | 3 | 4 |
| Was the report… | Excellent | Good | Fair | Poor |
| Objective? | 1 | 2 | 3 | 4 |
| Clearly written? | 1 | 2 | 3 | 4 |
| Useful? | 1 | 2 | 3 | 4 |
| Were the recommendations… | Excellent | Good | Fair | Poor |
| Clearly written? | 1 | 2 | 3 | 4 |
| Practical? | 1 | 2 | 3 | 4 |
| Useful? | 1 | 2 | 3 | 4 |
| How will you use this report? (Check all that apply) | |
| O | Distribute to employees |
| O | Post on bulletin board |
| O | Use in employee training |
| O | File for future reference |
| O | Will not use it |
| O |
Other (specify) __________________________________________ |
Thank You!
Please Return To:
MIFACE
Michigan State University
117 West Fee Hall
East Lansing, MI 48824
FAX: 517-432-3606
Comments:
| If you would like to receive e-mail notifications of future MIFACE work-related fatality investigation report summaries, please complete the information below. | |
| Name: __________________________________________ | |
| e-mail address: ___________________________________ | |
| I would like to receive summaries for reports involving: | |
| ___ Construction | ___ Agriculture |
| ___ Manufacturing | ___ All |